Oberoende tillverkning av en cylinderningsmaskin för träbearbetning. Gör-det-själv rundad stock
Hur viktig är stockens krökning när man sågar osorterat virke på en gängsåg?
Varför bildas en remsa i form av en tråd på ytan av en stock vid rundningen av en stock?
Varför är Kedr-cylindermaskinen billigare? Fråga från Boris från Krasnoyarsk.
Jag köpte en cylindermaskin som ser likadan ut som OCS-1M. Kan jag köpa en ny fräs åt honom?
Det finns ett behov av att köpa en laserskärningspekare till ett sågverk. Kommer din laser att fungera under sådana förhållanden med temperatur -40C? Vad är linjelängden på en linjelaser?
Hallå! Har du stockrundningsmaskiner till salu, där stockens naturliga avsmalning skulle bevaras? Vi bygger handgjorda hus. Man måste förebrå och hugga manuellt, men jag skulle vilja försöka få ett liknande resultat med hjälp av en maskin. Med vänlig hälsning, Evgeny.
Hej, vi köpte en os1-400-maskin från företaget Izhkomstanko, startade produktionen och mötte ett mycket intressant ögonblick, kärnan i frågan är om det är nödvändigt att göra en rå rundad stock i diameter mer än cirka en halv cm, så att när det torkar får du rätt diameter? Och suger en torr stock upp fukt efter montering? Om den absorberar, ökar delen i diameter? Eller inte? Tack så mycket på förhand för din hjälp.
Hur ställer man in knivarna på OS1-400 cylindermaskinen?
Hur löser du problemet med stockvibrationer?
Vad är skillnaden mellan Svyatogor och Sherwood-maskiner och Piltech-maskiner?
Varför bildas en våg när man sågar på ett bandsågverk?
Vad är skillnaden mellan cylinderningsmaskinen OTsS-4A och OTsS-2A?
… För inte så länge sedan fick jag reda på att avkastningen på sågverk är mycket mer än 78-80 procent, och sedan läste jag om det på Internet, är det sant? trots allt, på skivor är snittets tjocklek större, så varför är uteffekten så stor?
Hur kontrollerar man geometrin på ett bandsågverk?
Vad är det bästa sättet att specialisera sig på produktion: endast cylinderstockar, tillverkning av uppsättningar av hus, tillverkning och montering av hus från rundade stockar?
Hur beror höjden på en vägg gjord av stockar på monteringsspårets bredd?
Principen för ytbehandling av stockar vid avrundning.
Hur sammanfogar man trimnings- och koppskärmaskinerna i en linje?
Vad ska man göra om man istället för en cylindrisk stock får en kon (morot)? Skillnaden i rumpa och topp når 5 mm.
Hur lång är avrundningstiden för en stock, vad är den verkliga produktiviteten?
Varför flyttas transportbandet åt sidan?
Vilka typer av rundningsmaskiner finns det?
Vad är skillnaden mellan cylindermaskinen OTsS-2A och OTsS-3A?
Hur gör man en gör-det-själv cylindermaskin? Jag ser inget komplicerat, förutom rundskäraren. Går det att beställa av dig en fräs för en rundningsmaskin och en koppfräs för en diameter på 220 mm?
Komplett uppsättning av rundningsmaskin OTsS-3A, vad mer kommer att behövas för att organisera produktionen och monteringen av hus från rundade stockar?
Vad är skillnaden mellan hus gjorda av rundade stockar och de som är sammansatta av handkapade stockar?
Är det möjligt att ytterligare beställa en fräs för rundningsmaskinen OTS-1?
Är det möjligt att köpa din maskin på kredit eller leasing?
Var kan jag se din utrustning i aktion?
Jag såg din maskin i vår region.
Men jag kan inte hitta det på bilden på din Pilteh-webbplats?
Kan jag hämta OTsS-2A-maskinen i min bil?
Intresserad av ett vinkelsågverk. Tajming?
Jag vill beställa en maskin med vissa parametrar.
För att skära av önskad del träskiva eller för att göra en produkt med önskad tjocklek, kommer speciella enheter att krävas. För att skära behöver du cirkelsågar. Med deras hjälp kan du snabbt skära av den önskade biten från en bräda eller stock. För att kalibrera produkten behöver du en förtjockningsmaskin. Tack vare honom kan du göra en trädel med önskad tjocklek med en noggrannhet på bokstavligen upp till en millimeter.
Cirkelsågar är olika. Nu produceras manuella och stationära enheter, designade för att fungera med olika typer av träprodukter. Denna utrustning är ett kraftfullt elektriskt verktyg, vars huvuddel är en hållbar skiva med mycket vassa tänder. En sådan enhet skär lätt brädor, laminat, lameller, träbrädor. Den är till och med lämplig för metallskärning.
Cirkelsågar finns i olika modeller. Därför deras specifikationer kan skilja sig åt. För att välja ett elverktyg som verkligen är nödvändigt för produktion, bör du bekanta dig med följande egenskaper hos utrustningen när du köper:
- skärdjup.
En av enhetens viktigaste indikatorer. Det beror på skivans diameter. Ju större storleken är, desto djupare blir snittet;
- motoreffekt är också en viktig indikator. Det påverkar utrustningens hastighet. Ju kraftfullare enheten är, desto mer produktiv blir den. Cirkelsågar som används i fabriker kan ha en effekt på 2500 watt. Detta är en mycket hög siffra;
- utrustningens säkerhet. Eftersom cirkelsågar ständigt kommer att användas av arbetare i ett träbearbetningsföretag måste de vara helt säkra att använda. Därför måste du välja enheter med ett skyddssystem, en blockerare som förhindrar att de slås på av misstag.
För att kalibrera träämnen krävs en tjockare. Oftast används den på möbelproduktion eftersom heminredningstillverkare kräver professionell utrustning som gör att de kan producera snygga och vackra produkter. När du väljer en förtjockningsmaskin måste du vara uppmärksam på dess tekniska kapacitet:
- hur ofta axeln roterar. Ju snabbare det börjar rotera, desto jämnare blir arbetsstyckets yta;
- skärets djup och bredd, vilket gör tjockleksmaskinen. Djup är ett mått på hur mycket trä en enhet kan kapa i ett pass.
- Bredd - hur brett maskinen klarar.
Vad är en rund stock och vad används den till?
Det är vanligt att kalla en rundad sådan stock, från vilken det översta lagret av trä skärs av på en speciell träbearbetningsmaskin. Som ett resultat av sådan bearbetning kommer diametern längs hela stockens längd att vara densamma, det vill säga en cylinder erhålls från en konformad trädstam.
Hus gjorda av rundade stockar ser inte bara vackra ut, utan eleganta. De är varma, hållbara och, viktigast av allt, miljövänliga. Det kommer inte att orsaka några svårigheter att beställa ett hus från rundade stockar på webbplatsen http://stroi-terem.ru/category/houses-from-rounded-logs/. Genom att gå in på sajten kan du få reda på priser, arbetsvillkor, möjlighet till leverans med mera. andra
Loggar görs i enlighet med GOST 9463-88.
Den nominella längden på sådana stockar bör vara från 3,5 till 6,5 m i steg om 250 mm. Således är totalt 13 storlekar möjliga. Avvikelse från den erhållna längden är tillåten från + 30 till + 100 mm.
För konstruktion används vanligtvis rundade stockar med en viss diameter. Standarden definierar den minsta stockdiametern till 140 mm. De flesta tillverkare ställer in denna diameter från den angivna storleken i steg om 20 mm. Vanligtvis avslutas raden med 280 eller 300 mm stockar.
Men eftersom endast för vissa tillverkare är den statliga standarden ett obligatoriskt dokument, kan både längden på stockarna och deras diameter, på kundens begäran, göras till vilken som helst som motsvarar designdimensionerna för den framtida byggnaden.
För att lägga en rund stock i ett timmerhus skärs ett längsgående spår på ena sidan av det, kallat läggningsspår. Dess bredd bör vara större än stockens radie och matcha formen på den nedre stocken så nära som möjligt. De där. radien för detta spår bör vara lika med stockens radie.
Vanligtvis görs rundade stockar av "rå" trä och torkas till det erforderliga tillståndet redan som en del av ett timmerhus. Mycket ofta är torkningsprocessen ojämn - när de inre skikten förblir våta och de yttre skikten torkar snabbt. Påfrestningar uppstår i dem, vilket orsakar längsgående sprickbildning av stockarna. I zonen för det längsgående spåret avlägsnas spänningar genom provtagning av utläggningsspåret. Och på den sida av stocken som är motsatt spåret avlägsnas spänningen genom ett längdsnitt några millimeter brett och cirka 0,05 - 0,1 av stockens diameter djupt. Det kallas ett avlastnings- eller kompensationsspår.
Hur är stockrundningsmaskiner ordnade?
En sådan maskin kan vara av positionell eller genomgående typ. I det första fallet är stockens rotationsaxel fixerad och stocken roterar med en frekvens på 20 till 60 rpm. Grov- och finbearbetningsfräsar av stål rör sig längs stocken med en rotationshastighet på 3 000 - 4 000 rpm. Grovbearbetning består i att man först tar bort ett lager av bark och trä för att få en given diameter med hänsyn till efterbearbetning. Sedan skärs ett tunt lager av trä av med en höghastighetsfinish och en färdig yta erhålls.
I passerande maskiner matas den bearbetade stocken av tandade rullar in i en fast rundningsrotor, från vilken den kommer ut helt bearbetad med kompensation och staplingsräfflor.
- Maskiner av positionstyp är indelade i svarvning och roterande-cylindriska.
- Svarvcylindrisk är en stor svarv med en träämnelängd på upp till 7 meter eller mer och en råstockdiameter på upp till 500 mm eller mer. Cylinderrotorn innehåller en roterande fräs, som utför cylindrering på den framåtgående passagen, och på den omvända passagen skärs utläggnings- och kompensationsspår.
Teoretiskt kan en förenklad modell av en sådan maskin göras hemma, men det kommer att vara ganska farligt att arbeta med den. En stor massa av en roterande stock, höga hastigheter på bearbetningsskäraren och tillräckligt stor energikapacitet är nästan orealistiskt för utförande i ett garage eller skjul i ett privat hus.
Det är lättare och billigare att köpa ett parti färdiga stockar och bygga ett hus eller ett badhus av dem.
Hur man gör en stockpall med egna händer / Trähantverk / Möbelhemligheten av mästaren
Hur man gör en träpall med egna händer. Trä hantverk. Mästarens möbelhemlighet. Sekretmastera visar hur man gör en pall med hjälp av eld med egna händer... Detaljer här?p=12984
En metod för att göra en unik träpall som inte går att köpa i butik visas. Det visar sig en lätt och hållbar design med en rund form och med en mjuk sits. Möbler för ett sommarboende.
Bekvämt att ge. Mästarens möbelhemlighet!
Se trähantverk 8ADaOa
Denna video GjV_kle_6vc
Prenumerera! gvFnpD
YouTube: användare/secretmastera ↓
Hemsida:
Vi är i Vkontakte club28641921
Vi är i Odnoklassniki aj6O5O
Sekretmastera-kanalen skapades för dem som gillar att göra hantverk med sina egna händer. Förbättrar du dina färdigheter och förmågor i denna intressanta verksamhet? Naturligtvis vill du hitta likasinnade som är redo att dela egen erfarenhet och diskutera andras uppfinningar? Prenumerera sedan och gå med i gruppen av gör-det-själv-användare på kanalen Secret of the Master. Endast beprövade hemgjorda produkter publiceras.
Vårt projekt är en möjlighet att enkelt, snabbt, utan kostnad (med hjälp av improviserade material), skapa originalsaker, överraskningar, användbara små saker för vardagsliv och rekreation, återuppliva utrustning, reparera ett hem och till och med bygga.
På kanalen, förutom ämnet "hur man gör det själv", finns det också underhållande, informativa och roliga videor.
Glöm inte att betygsätta och kommentera din favoritvideo.
Kanalen upprätthåller en policy av välvilja och respekt i kommentarerna
Kalal jobbar för "tack", glöm inte att lämna ordet "tack" i kommentarerna, och gilla ger författarna till Sekretmastera mer inspiration och optimism!
Rundningsmaskinen används för träbearbetning - cylinderning, provtagning av spår och en skål med kronstockar, fräsning av planet. Användningen av utrustning gör att du kan montera ett timmerhus utan ytterligare bearbetning av delar. Operationer utförs för en inställning av arbetsstycket.

Maskinens designegenskaper
Driften av utrustningen liknar halvautomatiska svarvar utrustade med ett fräshuvud. Automatisering tillhandahålls inom en cykel - ett tillvägagångssätt, under genomförandet av vilket utrustningen utför en operation enligt de angivna parametrarna. Operatörens ingripande krävs för att ändra åtgärder och styra skärverktyget.
Maskinens design har följande komponenter:
- Stöd och järnvägsspår.
- Utrustningsskenor - lyft- och förflyttningsmekanismer.
- Drivning och matning av skärverktyget.
- Fram- och bakhuvud.
- Ställ och snören för elkablar.
- Knappinlägg.
Arbetsverktyget är finbearbetning och sfäriska fräsar. Utrustningen använder efterbearbetningsfräsar med två storlekar av diametrar:
- 150 mm. Produktens storlek vid utloppet är 160-190 mm.
- 190 mm. Uppnåbar storlek - 200-240 mm.
Skärytan på finbearbetningsfräsen ligger i samma plan.
Genom att ställa in knivarna på den sfäriska fräsen ställs storleken på spåret in. Driften av utrustningen tillhandahålls av asynkronmotorer, varav en (främre) är ansvarig för att mata skäraren, den andra (bakre) säkerställer rotationen av arbetsstycket.
Driftsparametrarna för träbearbetning beror på bergarten, materialets fukttillstånd och frysning och arbetsstyckets tjocklek. Rotationshastigheten för stocken och knivens matning är föremål för justering.
Principen för driften av utrustningen
Bearbetning av träämnen utförs genom att flytta drivningen och mata de efterbehandlings- eller sfäriska fräsarna längs stocken som är installerad på järnvägsspåret. Skärelementet matas in manuellt läge. En efterbehandlingsfräs används för längsgående utgrävning av material, verktygets sfäriska form används för fräsning av kronkoppar.
Träämnet ges rotation eller styv fast fixering. Positionen beror på typen av operation. Statisk fixering används för val av koppar och kompensationssnitt. Rotationsrörelser ges till stocken endast när arbetsstycket cylindras samtidigt med styva fästelement.
Maskinens verkningsmekanism bygger på:
- roterande eller stationärt tillstånd för stockämnet;
- translations- och rotationsrörelse hos fräsen.
Under cylindering uppnås noggrannheten för den givna storleken, produktens krökning elimineras. Bearbetningen av arbetsstycket utförs enligt produktens axel, med hänsyn till följande egenskaper:
- Arbetsstycket installeras med en stämpel (förtjockad del) på huvudstocken för att förhindra extrem borttagning av skikt.
- Skärarens translationsrörelser utförs i riktning från fronten till ändstocken.
Noggrannheten hos stockcylindreringen säkerställs genom styv fixering av huvudet och ändstockarna och koaxialiteten hos fästelementen. Att erhålla den önskade produktstorleken uppnås på flera sätt.

Cylinderdrift
I cylinderningsoperationerna ställs en konstant rotation av arbetsstycket in, fixeras i mitten av bestånden, och fräsen flyttas längs stockens längd. Arbetsstycket är placerat på spaken som lyfts från framsidan till bakstycket. Innan arbetet påbörjas förs skenan till toppstocken.
Under arbetet utförs följande operationer:
- tillför ett nära arbetsstycke till huvudstocken;
- installation av arbetsstycket i mitten av huvudstocken och bakstycket i form av ett styvt fästelement genom att justera skruvarna på den bakre spärren;
- ställa in parametrarna för fräshuvudet för grovt minimalt materialavlägsnande;
- sekventiell uppstart av drivenheter för rotation av arbetsstycket och fräsen;
- manuell rörelse av skäraren med en skena;
Vid slutet av passet stannar rotationen av arbetsstycket (drivningen) för att föra skenan till sitt ursprungliga läge och ställa in nya skärparametrar. Verksamheten återupptas i samma ordning.

Driften av valet av monteringsspåret
Monteringsspår - ett längsgående urtag på arbetsstycket, vilket förenklar ihopparningen av stockar vid installation av färdiga produkter. Skillnaden mellan driften av spårning och cylinderning är bearbetningen av arbetsstycket i ett fast läge. Provtagningsoperationer utförs i följande ordning:
- indragning av skenan till läget för huvudstocken;
- installation av en stock i mitten av huvudstocken med fixering från rotation;
- justering av skärarens horisontella position till stockens bearbetade yta;
- uppgiften för skärparametrarna i en storlek som är mindre än arbetsstyckets diameter;
- slå på skärdrivningen;
- provtagning genom manuell translationsrörelse av den rörliga fräsen med hjälp av kuggstångshandtaget.
Spårets parametrar (djup, bredd) efter schaktning är oförändrade över hela stockens längd.

Driften av provtagning av kronkoppar
Närvaron av kronkoppar underlättar installationen av strukturen. Deras skapelse utförs efter cylinderring och rillning. Fräskoppar kräver följande sekvens:
- fixering av arbetsstycket på skenorna med hjälp av bromsen;
- rita ett grafiskt märke av koppen;
- inriktning av skärarens mitt och den planerade utgrävningen;
- slå på drivningen av arbetsverktyget;
- direkt utgrävning av materialet genom att flytta fräsen med handtaget nedåt.
Innan grävningen utförs krävs uppgiften att flyga ut skärknivarna inställda på en enda radie. I processen att arbeta med sfäriska skärare kontrolleras knivarnas positioner minst 2 gånger per skift och innan utrustningen börjar användas.
Installation av utrustning
Maskinens tillförlitlighet och produktivitet säkerställs av en tekniskt kompetent installation. Installation av utrustning utförs med hänsyn till de obligatoriska kraven:
- För att installera maskinen används parallella stänger eller en betongbas utan att gjuta skenorna. Platsen är skyddad av ett tak från nederbörd.
- Utrustningens strömförsörjningsanslutning enligt tekniska specifikationer. Införandet i driftläget är tillåtet efter faskontroll och jordning.
- Balansering av järnvägsspår efter nivå i horisontella och vertikala riktningar.
- Säkerställer inriktningen av den bakre och främre huvudstocken.
Hög organisation av arbetskraft uppnås genom zonindelning av platsen med skapandet av platser för lagring av ämnen, färdiga produkter och timmer. Innan arbetet påbörjas är tillståndet på ytan, fräsar, drivremmar föremål för verifiering och smörjning av arbetsenheter utförs.
Cylindermaskinen är designad för att ge rätt form stockar som går till byggandet av timmerstugor. Användningen av maskiner gör att du kan påskynda och förenkla beredningen av trä. Gör-det-själv stockar kommer ut av samma diameter, med ett spår, hyvlade ytor och förberedda monteringsskålar.
Syftet med maskinen för cylinderning
Träbearbetningsmaskinen förbereder stocken helt för installation i timmerstugornas väggkonstruktioner. Funktioner hos träbearbetningsmaskiner:
- produktion av spår för installation;
- stockavrundning (inklusive slutlig avrundning);
- tillverkning av kantade brädor från vagn;
- tillverkning av plattor för parkett;
- fräsning av slätt trä;
- skära brädor utan kant;
- förberedelse av kronkoppen;
- timmerproduktion;
- sågning av trä på en vapenvagn;
- justerbar stockrotationshastighet;
- göra ett kompensationsspår med en cirkelsåg.
Vagnens rörelse styrs av en laserpekare. Viktig egendom cylindreringsmaskiner - förmågan att utföra alla manipulationer med en uppsättning verktyg utan att installera om loggen. Kombinationen av fräsar och tekniker gör att du kan göra komplexa produkter med olika diametrar, till exempel balustrar. Med dina egna händer kan du bearbeta en stock upp till 7 m lång.
Maskinens anordning för cylinderning
Ritningen av stockbearbetningsmaskinen inkluderar:
- en metallram, vanligtvis gjord av rektangulärt rör;
- guider för sågens rörelse och kraftanordningar;
- toppstock för att fästa stocken och dess vridning. Fronten är utrustad med ett delningshuvud, med vilket pipan är fixerad. Spindelhuvudet är också installerat där;
- trä bearbetas av bruk. Den lockiga skäraren väljer spåret för montering. Den universella skäraren är designad för att skära kronkoppar, bearbeta plan, cylinderring;
- knivar för skärare är avtagbara. Tillverkade av bra stål, kan de bytas ut och slipas utan att röra fräsen;
- spakar för att placera stockar;
- stopprulle för att förhindra att stocken hänger;
- mekaniska bromsar är installerade i båda ändarna av vagnen och används vid valet av kronskålen;
- vagnspärren stoppar den under valet av skålar;
- anordning för manuell vridning av pipan: används vid skärning av ett längsgående spår.
Typer av maskiner för cylinderning
 Mekanismer för cylinderning är indelade i följande typer:
Mekanismer för cylinderning är indelade i följande typer:
- genomgångar.
- cyklisk.
Gåmaskiner ger en ständig avancemang av stammen. Under bearbetningen avancerar loggen genom verktyget.
Cykelmaskiner flyttar och bearbetar trä under cykliska rörelser och är indelade i:
- cyklo-through: stocken är orörlig, fräsen rör sig;
- cyklopositionell: verktyget är stationärt, materialet rör sig.
Det finns två typer av rörelse som används vid träbearbetning: linjär och roterande. Formen på slutprodukten beror på kombinationen av rörelser. Med en cyklopassmekanism rör sig stockarna i en rak linje och verktyget roterar. Under positionsrörelse roterar cylindern och skäraren rör sig längs sin axel.
En industriell cylinderningsmaskin slipar eller fräsar trä. Svarvningen är möjlig med snabb rotation av stocken. Som ett resultat bildas mycket sågspån. Under fräsning genereras avfall periodvis, i detta fall roterar verktyget.
Avrundningsutrustning är indelad i tre kategorier beroende på automationsnivån:
- mekaniserade maskiner. Arbetaren laddar materialet, han övervakar och justerar också mekanismerna.
- automatiska maskiner. Arbetaren kontrollerar bara alla processer. Inläsning och bearbetning sker automatiskt.
- halvautomatiska maskiner. Endast ett steg av träbearbetning styrs automatiskt, sedan kopplas en arbetare in.
Jämförelse av träbearbetningsmaskiner
- passerande maskiner för cylinderning är produktiva, samtidigt som de tillåter fel i bearbetningen, ytjämnhet;
- cyklisk positionsutrustning bearbetar trä mycket effektivt och utför alla operationer, men är betydligt sämre i prestanda.
På grund av sin kompakta storlek och stabila bas, används cykelpositioneringsutrustning i stor utsträckning inom träbearbetning.
Hemmagjord cylindermaskin

sågverk vid basen av maskinen
Det enklaste sättet är att göra en maskin med dina egna händer från ett sågverk. Istället för den främre konan är ett stopp installerat. Spindeln som sitter baktill är utrustad med ett stopplager. En extra elmotor eller handtag används för att rotera stocken.
Det svåraste är att göra en fräs, så den består av delar. Du bör välja det mest hållbara materialet. Kuttern rör sig på en extra skena. Enheten liknar den vanliga fräsmaskin: en stock är installerad i spåren, dess rotation börjar, fräsen rör sig.
En hemmagjord rundningsmaskin måste placeras på en solid betongbas. Du kan förbereda en ram av slipers eller tjockt virke, installerad på komprimerad jord.
Installationsförlopp:
- Ramen håller på att monteras. Begagnade byggnadsnivå, tillåts ett fel på upp till 0,5 mm per 1 m. Ramen installeras på en höjd av 20 cm.
- Installation av kraftmekanismen, mormor.
- En kabel för en elektrisk kabel (mobil) är fäst vid de installerade stativen.
- Kraftmekanismen är utrustad med en propp.
- Jordning tillhandahålls.
- En motor är ansluten till strömförsörjningen för att rotera stocken. När du ansluter, kontrollera att faserna överensstämmer med lägena. Om faserna är felaktigt anslutna, när knapparna trycks in, kommer huvudet att röra sig åt andra hållet. Så faserna måste vändas.
- Rotationsriktningen för stocken kontrolleras. Det ändras genom att ändra faserna på elmotorn. Innan du kontrollerar anslutningen av faserna är det strängt förbjudet att starta rotationsmotorerna och maskinen.
Det är viktigt att bestämt och styvt fixera båda toppstockarna och ställa dem parallellt med styrningarna. Mormors yxor måste matcha! Maskinen kommer snabbt att gå sönder om knivarna inte är balanserade. Det sista steget i maskininstallationen är installationen av fräsar. Den figurerade är fixerad på axeln och fäst vid den koniska delen med en bult. En universal skruvas in i sin kropp och dras åt ordentligt.
Om den mellan starterna förvarades på en fuktig plats eller intervallet mellan användningen var mer än 8 veckor, bör maskinen förvaras i ett torrt skjul för att torka motorerna.

Alla bilder från artikeln
Byggandet av bostäder av trä i vår stormakt har utvecklats sedan urminnes tider. Först och främst beror detta på de enorma reserverna av detta miljövänliga och relativt billiga material. Trots uppkomsten av många nya byggteknik, klassiska timmerstugor är fortfarande populära. När allt kommer omkring är fördelarna med rundade stockar uppenbara, de kommer att diskuteras vidare.

Varför loggen
Till att börja med, låt oss ta reda på vad en rundad stock är och varför de allra flesta människor föredrar att bygga bostäder från den.
Viktigt: när man talar i ett torrt definitionsspråk, är det vanligt att kalla en rundad stock för en rak trädstam, förbehandlad på träbearbetningsmaskiner för att ge den rätt cylindrisk form.
Som ett resultat tas det övre ojämna lagret, knutar bort, och kompensations- och monteringsspår appliceras.

Materialfördelar
- Trä i sig har en naturlig porös struktur, som ett resultat av vilket det är en av de bästa värme- och ljudisolatorerna..
- Med tydliga geometriska dimensioner passar detta material perfekt med varandra. Speciellt utrustade spår ger hög täthet och kvalitet på interventionssömmar.
- Alla fat har en tydligt fast diameter, den maximala avvikelsen här får inte vara mer än 2 mm. Detta gör det möjligt att välja en skog för byggande av lokaler. för olika ändamål med givna egenskaper.
- För närvarande finns det helt enkelt inget mer miljövänligt och användbart byggmaterial för människor.. Till skillnad från trä, traditionellt tegel eller moderna typer byggmaterial kan bara skryta med miljöneutralitet.

- Även om priset på en rund stock kan vara högre än för många konkurrenter, behöver sådana hus inte ytterligare inre och yttre beklädnad.. Detta material i sig har en naturlig skönhet, vilket gör att ägarna sparar avsevärt på efterbehandling.
- Modern träbearbetningsutrustning gör att du initialt kan producera stammar med färdiga anslutningselement. Detta påskyndar avsevärt processen att bygga strukturer och ger många planeringsalternativ.

- Du kanske har hört att naturligt trä andas.. Detta hänvisar till massivets förmåga att ta överflödig fukt från luften och ge bort den när förhållandena förändras. Enkelt uttryckt är trädet ett naturligt balsam, vilket ger ett idealiskt mikroklimat för mänskligt liv i huset.
- Och slutligen är bygginstruktionerna ganska lättillgängliga.. Ett enkelt badhus, en lada eller en liten hus på landet, en bra ägare, med en stor önskan, kommer att kunna bygga med sina egna händer.

Vilka är nackdelarna
- Som vi redan har sagt är trä ett levande material, så med tiden börjar matrisen torka ut och spricka. Detta är sant, men tack vare modern teknik kan sådana processer bromsas avsevärt.
- Många människor vet att i tillväxtprocessen vrider sig stammen på ett träd något i en spiral. Efter snittet börjar denna spiral ibland att varva ner. Det är därför som mästarna inte rekommenderar att bygga från nysågat trä, strukturer kan leda. Men en torr rundad stock saknar denna nackdel.
- Nackdelar som hög brandrisk och känslighet biologiska skadedjur elimineras lätt tack vare samma specialiserade impregnering.
- Kanske den enda betydande nackdel någon träkonstruktion är hög procent krympning av nya hus. Vältorkat kvalitetsträ krymper upp till 100 mm för varje 3-4 m vägg under det första året. Och 10 - 20 mm i ytterligare 2 - 3 år. Nysågat trä kommer att krympa upp till 10 år.

Vad som påverkar prestandan
För att bestämma materialets huvudparametrar finns det en uppsättning regler. I vårt land är detta GOST 2708-75, i väster, ISO 4480-83. Det är ingen stor skillnad mellan dem, huvudparametrarna är identiska. Det är på dessa data som ett sådant program som en rundad loggräknare för volym, vikt, densitet och andra egenskaper är baserat.
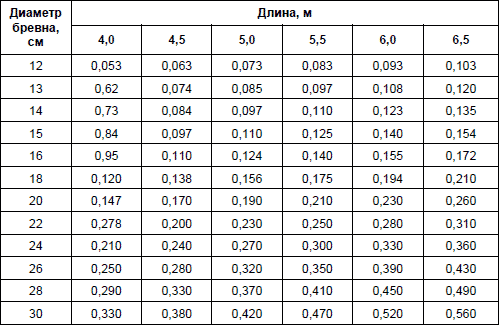
Råd: det är önskvärt att volymtabellen för rundade stockar är original, det vill säga hämtad från ovanstående normativa dokument.
Sedan nu finns det många företagstabeller sammanställda med hänsyn till vissa företags kommersiella intressen och innehåller felaktigheter som är fördelaktiga för dem som sammanställt dem.
Verktygsmaskiner och utrustning
Redan för 50 - 100 år sedan visste varje snickare eller bara en bra ägare hur man rundar en stock hemma. Med tanke på att denna sysselsättning är lång och mycket mödosam, med utvecklingen av träbearbetningsproduktionen, finns det inte så många riktiga specialister kvar.

Naturligtvis, i en tvist om att en stock eller rundad stock är billigare, vinner en vanlig rå stam. Men ställ upp bra hus eller kvalitetsbad från det "vilda" materialet är nästan orealistiskt. Förutom den tid som ägnas åt hantverkscylindrering och mödosam installation, kommer du inte att kunna utrusta sömmarna och lederna hermetiskt. Följaktligen kommer rummet att vara kallt och kommer inte att hålla länge.
Maskinen för cylinderformning av stockar är i själva verket en symbios av fräs- och svarvfunktioner. Sådan utrustning har imponerande dimensioner och inkluderar en gemensam metallram som de är baserade på, en kraftenhet, som kan bestå av flera kraftverk.
Huvudarbetet utförs av headstocken. Det är på den som skärare för att skala toppskiktet och figurerade skärare för efterbehandling av stockar är installerade. Stoppstocken, som i de flesta sådana utrustningar, tjänar till att fixera och mata själva arbetsstycket.

Om du vill veta hur länge en logg görs, beror det i det här fallet på utrustningens kvalitet och funktionalitet. Moderna automatiserade linjer kan vända en högkvalitativ kalibrerad produkt från en naturlig stock på några minuter, enligt de angivna parametrarna.
Alla sådana enheter är av två typer - genomgående och cyklisk. De förstnämnda är designade för stora produktionsvolymer och har ett minimum av funktioner. I dem rör sig materialet i en kontinuerlig ström och passerar igenom Arbetsplats, cylindrad och fräst.
Hus, dachas, timmerstugor, bad av rundat trä är alltid populära. Högkvalitativ träbearbetning utförs på specialmaskiner som gör att du kan få en stock med samma diameter längs hela längden.
De senaste modellerna av rundningsmaskiner utför ett antal andra funktioner, men för enkla åtgärder kan du göra en sådan enhet med dina egna händer.
Funktioner
Den huvudsakliga funktionen som varje rundningsmaskin har är bearbetning av stockar som en rotationskropp genom fräsning. Men för att vika ett timmerhus räcker det inte med bara cylindriska ämnen. Och i det här fallet kommer ytterligare utrustningsfunktioner att komma till undsättning:
- utgrävning av spår för bildandet av olika förreglingar;
- produktion av parkettformar, trä;
- sågning av linjära produkter;
- sågning av timmer på vapenvagn och vidare på kantade brädor;
- alla stadier av stockavrundning, från utkast till final;
- schaktning av monteringsskålar och kompensationsspår.
Samtidigt installeras inte själva stocken om, men under arbetets gång ändras fräsar och enskilda noder. Resultatet är delar med ett brett spektrum av diametrar. Begränsningen gäller längden på bearbetade stockar: släden är utformad för sju meter långa ämnen. En skicklig kombination av fräsar med arbetsmetoder gör att du kan göra komplexa träkonstruktioner.
Enhet
Installationen har flera huvudnoder. Sängen är gjord i form av en metallram. Den kan ha en styv svetsförbindelse i form av ett rektangulärt rör eller en mobil anslutning av enskilda metallelement med bultar och muttrar. Det är grunden för att fästa alla strukturella element.
I rundningsmaskinen finns styrningar längs vilka sågverktyget rör sig. Vanligtvis bildar de en enda struktur med en metallram. I vissa typer av installationer rör sig stocken längs styrningarna.
Det kan finnas en eller två (fram och bak) mormor. Deras syfte är att fixa och vrida stocken. På huvudstocken i vissa modeller av verktygsmaskiner finns det ett delningshuvud, som tjänar till att ställa in en viss rotationsvinkel för olika stadier av bearbetningen.
En nod för fästverktyg och rörliga mekanismer - en bromsok.
Huvudsyftet med skäraren är att hålla skärverktyget. Det ger också vibrationsreducering, ökad precision vid operationer och lätt att komma in i arbetsstycket. Det finns lockiga och universella fräsar.
Rundningsmaskinens knivar är gjorda av högkvalitativt stål. Skärverktyget är fäst på skäret så att det enkelt kan bytas ut eller tas bort för slipning.
Dessutom installeras ytterligare element. Dessa är spakar som gör det enkelt att installera arbetsstycket på ramen och stopprullar som förhindrar att det hänger. Det finns även bromsar och vagnlås. De används i maskiner med funktionen att välja kronskål och installeras i slutet av vagnen. För att gräva ut det längsgående spåret används en stockrotationsregulator.
Moderna tillverkare av träbearbetningsutrustning kompletterar sådana rundningsmaskiner med datorstyrda automatiserade moduler.
Klassificering
Experter föreslår att avrundningsmaskiner klassificeras enligt fem parametrar:
- mekanism typ;
- metoden att flytta stocken;
- nivå av automatisering;
- typ av drivkraft;
- diametern på det använda arbetsstycket (minst - 80 m, max - 500 m).
Två typer av mekanismer används i installationer. Den första är en genomgående passage (roterande), som gör att du kontinuerligt kan flytta träet genom fräsen. Den andra är cyklisk (svarvning), där bearbetning utförs genom att upprepa en cykel av åtgärder.
Om skärverktyget utför cykliska åtgärder, klassificeras maskinen som en cyklo-genomgångstyp, och om stocken rör sig är den cyklopositionell. I mekanismerna har stockarna förmågan att både rotera och röra sig i en rak linje längs styrningarna.
För den valda prestandanivån är det viktigt att ta hänsyn till graden av automatisering av cylindermaskinen.
I mekaniserade modeller lastar och lossar operatören stockar, justerar och justerar mekanismerna. Han övervakar också kvaliteten på utfört arbete, alla skeden av verksamheten.
I automatiserade rundningsmaskiner tilldelas en specialist som betjänar honom rollen som processkontrollant.
I halvautomatiska installationer kopplas mastern till processen efter att maskinen har genomfört en arbetscykel.
Notera! För att skapa optimala och oavbrutna driftsförhållanden är det viktigt att välja lämplig typ driva strömförsörjning.
Elektrisk kan fungera utan avbrott, förutsatt att kraftledningarna är tillförlitliga eller att det finns en extra kraftgenerator. Bensin kräver konstant tankning, men är inte beroende av yttre faktorer.
Men huvudvalet är mellan pass-through och loop-typer. Genomgången ger hög prestanda, ibland på grund av kvaliteten på bearbetningen. De flesta modeller av sådana maskiner har inte förmågan att göra stockens yta slät, utan grader och grovhet. Cykelinstallationer fungerar mycket långsammare, men de har samtidigt ett antal fördelar:
- ge mycket hög kvalitet bearbetning;
- utföra hela uppsättningen av operationer;
- ha kompakta dimensioner;
- Designen är stabil och bekväm att använda.
Utöver allt ovanstående spelas en viktig roll av priset, tillverkaren av utrustningen och den erforderliga kvaliteten på bearbetningen.
Erbjudanden för professionellt arbete
På marknaden för träbearbetningsutrustning finns det erbjudanden i alla prisklasser och för olika tekniska krav. De mest populära modellerna är "Sherwood", "Termite", "Cedar", "Taiga", "Terem" med en fullständig cykel av funktioner.
Specifikationer presenteras i tabellen.
Stadier av att designa en maskin själv
Att köpa en professionell installation för produktion av bearbetat trä är ett dyrt nöje. Men det finns en alternativ lösning: du kan göra en maskin för att runda stockar med dina egna händer.
Ett sågverk används som bas. Konen i fronten ändras till stopp. Ett lager sätts in i ändstocken. Du behöver också en elmotor för att rotera stocken. Rotation kan vara manuell, då måste du göra ett handtag.
Kuttern är sammansatt som en separat enhet av ett mycket slitstarkt material. Dess rörelse kan säkerställas genom att lägga skenor. Detta är den väg som skäraren kommer att vandra. I denna design måste arbetsstycket placeras längs skenan och roteras så att fräsen glider längs den.
Innan cylinderningsmaskinen installeras, utförs betong (om det inte finns) eller komprimering av platsen med önskad storlek. Därefter monteras ramsektionerna och nivellerar dem i ett horisontellt plan. Det maximala installationsfelet får inte överstiga 0,5 mm per 1 m i alla riktningar. Monteringshöjd 20 cm.
Nästa steg är:
- installation av kraftmekanismen;
- installation av huvudstocken och ändstocken så att deras axlar sammanfaller och är parallella med styrningarna;
- fastsättning av stativ under en kabel för en mobil strömkabel;
- kabelspänning;
- kläm-stopputrustning för kraftmekanismen;
- jordningsinstallation;
- ansluta motorn och kontrollera virkets rotationsriktning. Den önskade riktningen regleras genom att ändra ordningen för anslutning av motorfaserna;
- montering av en lockig skärare på en konisk del med hjälp av bultar;
- skruva en universalfräs i en figurerad kropp. För att undvika obalans dras knuten åt med en nyckel;
- kontrollera för korrekt montering.
En hemmagjord maskin kräver förebyggande vid långvarig stilleståndstid eller installation i ett fuktigt rum.
Byggandet av ett privat hus, stuga, timmerhus kräver högkvalitativt virke, som bearbetas på professionell utrustning. För tekniska byggnader kan du runda virket själv.
Alla bilder från artikeln
Byggandet av bostäder av trä i vår stormakt har utvecklats sedan urminnes tider. Först och främst beror detta på de enorma reserverna av detta miljövänliga och relativt billiga material. Trots uppkomsten av en massa ny byggnadsteknik är klassiska timmerstugor fortfarande populära. När allt kommer omkring är fördelarna med rundade stockar uppenbara, de kommer att diskuteras vidare.
Foto av konstruktionen av ett klassiskt timmerhus.
Varför loggen
Till att börja med, låt oss ta reda på vad en rundad stock är och varför de allra flesta människor föredrar att bygga bostäder från den.
Viktigt: när man talar i ett torrt definitionsspråk, är det vanligt att kalla en rundad stock för en rak trädstam, förbehandlad på träbearbetningsmaskiner för att ge den rätt cylindrisk form. Som ett resultat tas det övre ojämna lagret, knutar bort, och kompensations- och monteringsspår appliceras.

Schema av en rundad stock.
Materialfördelar
- Trä i sig har en naturlig porös struktur, som ett resultat av vilket det är en av de bästa värme- och ljudisolatorerna.
- Med tydliga geometriska dimensioner passar detta material perfekt med varandra. Speciellt utrustade spår ger hög täthet och kvalitet på interventionssömmar.
- Alla stammar har en tydligt fast diameter, den maximala avvikelsen här får inte vara mer än 2 mm. Detta gör det möjligt att välja en skog för byggande av lokaler för olika ändamål med specificerade egenskaper.
- För närvarande finns det helt enkelt inget mer miljövänligt och användbart byggmaterial för människor. Till skillnad från trä kan traditionella tegelstenar eller moderna typer av byggmaterial bara skryta med miljöneutralitet.

Produktkalibrering.
- Även om priset på en rund stock kan vara högre än för många konkurrenter, behöver sådana hus inte ytterligare inre och yttre beklädnad. Detta material i sig har en naturlig skönhet, vilket gör att ägarna sparar avsevärt på efterbehandling.
- Modern träbearbetningsutrustning gör att du initialt kan producera stammar med färdiga anslutningselement. Detta påskyndar avsevärt processen att bygga strukturer och ger många planeringsalternativ.

Läggningsschema.
- Du kanske har hört att naturligt trä andas. Detta hänvisar till massivets förmåga att ta överflödig fukt från luften och ge bort den när förhållandena förändras. Enkelt uttryckt är trädet ett naturligt balsam, vilket ger ett idealiskt mikroklimat för mänskligt liv i huset.
- Och slutligen är bygginstruktionerna ganska lättillgängliga. Ett enkelt badhus, en lada eller ett litet hus på landet, en bra ägare, med en stor önskan, kan bygga det med sina egna händer.

Vissa egenskaper hos produkter.
Vilka är nackdelarna
- Som vi redan har sagt är trä ett levande material, så med tiden börjar matrisen torka ut och spricka. Detta är sant, men tack vare moderna impregnering och primers för trä kan sådana processer bromsas avsevärt.
- Många människor vet att i tillväxtprocessen vrider sig stammen på ett träd något i en spiral. Efter snittet börjar denna spiral ibland att varva ner. Det är därför som mästarna inte rekommenderar att bygga från nysågat trä, strukturer kan leda. Men en torr rundad stock saknar denna nackdel.
- Nackdelar som hög brandrisk och känslighet för biologiska skadedjur elimineras lätt tack vare samma specialiserade impregnering.
- Den kanske enda betydande nackdelen med någon träkonstruktion är den höga andelen krympning av nya hus. Vältorkat kvalitetsträ krymper upp till 100 mm för varje 3-4 m vägg under det första året. Och 10 - 20 mm i ytterligare 2 - 3 år. Nysågat trä kommer att krympa upp till 10 år.

Logens struktur.
Vad som påverkar prestandan
För att bestämma materialets huvudparametrar finns det en uppsättning regler. I vårt land är detta GOST 2708-75, i väster, ISO 4480-83. Det är ingen stor skillnad mellan dem, huvudparametrarna är identiska. Det är på dessa data som ett sådant program som en rundad loggräknare för volym, vikt, densitet och andra egenskaper är baserat.

Tabell för matrisvolym.
Tips: det är önskvärt att tabellen över volymen av rundade stockar är original, det vill säga hämtad från ovanstående regleringsdokument. Sedan nu finns det många företagstabeller sammanställda med hänsyn till vissa företags kommersiella intressen och innehåller felaktigheter som är fördelaktiga för dem som sammanställt dem.
Verktygsmaskiner och utrustning
Redan för 50 - 100 år sedan visste varje snickare eller bara en bra ägare hur man rundar en stock hemma. Med tanke på att denna sysselsättning är lång och mycket mödosam, med utvecklingen av träbearbetningsproduktionen, finns det inte så många riktiga specialister kvar.

Teknologisk linje.
Naturligtvis, i en tvist om att en stock eller rundad stock är billigare, vinner en vanlig rå stam. Men att bygga ett bra hus eller ett högkvalitativt bad från "vilda" material är nästan omöjligt. Förutom den tid som ägnas åt hantverkscylindrering och mödosam installation, kommer du inte att kunna utrusta sömmarna och lederna hermetiskt. Följaktligen kommer rummet att vara kallt och kommer inte att hålla länge.
Maskinen för cylinderformning av stockar är i själva verket en symbios av fräs- och svarvfunktioner. Sådan utrustning har imponerande dimensioner och inkluderar en gemensam metallram som de är baserade på, en kraftenhet, som kan bestå av flera kraftverk.
Huvudarbetet utförs av headstocken. Det är på den som skärare för att skala toppskiktet och figurerade skärare för efterbehandling av stockar är installerade. Stoppstocken, som i de flesta sådana utrustningar, tjänar till att fixera och mata själva arbetsstycket.

Fabriksmaskin.
Om du vill veta hur länge en logg görs, beror det i det här fallet på utrustningens kvalitet och funktionalitet. Moderna automatiserade linjer kan vända en högkvalitativ kalibrerad produkt från en naturlig stock på några minuter, enligt de angivna parametrarna.
Alla sådana enheter är av två typer - genomgående och cyklisk. De förstnämnda är designade för stora produktionsvolymer och har ett minimum av funktioner. I dem rör sig materialet i en kontinuerlig ström och, som passerar genom arbetsområdet, cylinderiseras och mals.

Installation av arbetsstycket på maskinen.
Aggregat av cyklisk typ utför en given algoritm av åtgärder, varefter cykeln upprepas. De är i sin tur uppdelade i cyklo-through, där pipan rör sig och vagnarna är i ett fast läge. Och cyklopositionell, där stocken är orörlig och vagnarna rör sig runt arbetsstycket.
Som regel är en gör-det-själv-maskin för en cylindrisk stock gjord på basis av ett sågverk, där en betoning läggs i stället för den främre konen, och ändstocken ändras till ett lager eller en roterande kon. Arbetsstycket som är fixerat på detta sätt roterar på grund av en extra drivning eller med dina egna händer, vilket är mycket svårt och obekvämt.

Kustanai maskin.
Bearbetning utförs av ett fräshuvud monterat på separata styrningar. Själva principen för driften av en sådan hantverksenhet liknar arbetet med en fräsmaskin för trä. Ett roterande arbetsstycke bearbetas gradvis av en fräs som rör sig längs styrningarna.
Tips: med tanke på den allvarliga vikten av själva ämnena rekommenderar experter att sådan utrustning styvt monteras uteslutande på en betongbas. Om detta inte finns kan du som tillval lägga en armerad betongplatta för golvet.

Allmänt schema maskin.
Några ord om egenskaperna
Den inhemska produktionen är mer inriktad på den så kallade månprofilen av runda stockar. Den har en monteringskopp för att koppla ihop kronorna och ett kompensationssnitt.
Detta snitt tjänar till att kompensera för den naturliga inre spänningen i arrayen, såväl som temperatur- och luftfuktighetsexpansion. Vid tillverkning av en sådan produkt är billigare, plus att det inte kräver noggrann preliminär förberedelse av materialet.
Profiltyper.
Den finska profilen ger en tätare anslutning av kronorna, så det behövs mindre tätningsmaterial, men stocken kräver noggrann torkning och förberedelse, som ett resultat blir priset på den finska profilen högre.
Arbetshöjden på den rundade stocken är 6 meter. Det betyder inte att produkterna inte kan vara större eller mindre.
Det är bara det att de flesta produktionslinjer är inriktade på den här storleken. En ökning av höjden medför en kostnadsökning. Priset på mindre fat beror på kvaliteten och komplexiteten i att bearbeta en viss produkt.

Förvaring av varor i en stapel.
När det gäller diametern sträcker sig arbetsområdet här från 160 till 320 mm. Rundade stockar på 400 mm eller mer bearbetas på specialmaskiner. En sådan icke-standardprodukt används för att utrusta byggnadens rotkronor, såväl som andra viktiga bärande noder. Dessutom är väggarna på de första våningarna för flervåningsstugor ibland uppförda av stockar 400 mm i tvärsnitt.
Kostnaden för varor påverkas starkt av metoden för torkning av arrayen. Naturlig torkning sker i cirka ett halvår under öppna bodar i vivo. En sådan produkt kostar mindre, men dess krympning är högre.
Kammartorkning innebär bearbetning av material i speciella högtemperaturkammare. En sådan stock krymper mindre och anses vara av bättre kvalitet.
Viktigt: relativt nyligen limmade stockar har dykt upp på marknaden. Priset på sådana produkter är mycket högre. Men enligt experter har de exceptionell kvalitet.

Stambearbetning.
Videon i den här artikeln innehåller material om detta ämne.
Slutsats
Som företag anses runda stockar vara ett mycket lönsamt alternativ. För att lansera en genomsnittlig produktionslinje med ett standardsortiment behövs ungefär en halv miljon rubel. I det här fallet överstiger återbetalningen ofta inte ett år.

Hackat bad.
rubankom.com
Funktioner och installation av maskinen för rundning av stockar | Byggportal
Det hände så historiskt att sedan urminnes tider har människor byggt sina hem av trä. Detta är ganska lätt att förklara med lättheten att bearbeta, tillgången på att förvärva ett sådant material och utmärkta värmeledande egenskaper. Efter många år, med tillkomsten av ny teknik, började trä bearbetas med speciella maskiner. För att få rundade stockar med samma diameter och längd, används en speciell träbearbetningsmaskin för att runda stockarna.
Funktioner hos rundningsmaskinen
Rundningsmaskinen är en träbearbetningsmaskin som är konstruerad för tillverkning av rundstockar och profilvirke av rundvirke samt för tillverkning av timmerstugor. Rundningsmaskinen gör det möjligt att utföra alla operationer som tillhandahålls av timmerhusproduktionstekniken: att göra ett urval av monteringsspår, en kronkopp, att runda en stock (primär och sekundär bearbetning) och att fräsa en slät yta .
Och du kan också använda maskinen för att utföra sådana operationer som att såga en vagn till kantade brädor, såga en stock till en vagn och en bräda, göra lister och ämnen för ändparkett, erhålla en kantad bräda från en okantad.
När du använder sågenheten utan att ta bort stocken från mitten kan du göra ett kompensationsspår för att lindra inre belastningar som uppstår när stocken torkas. Alla dessa operationer utförs på maskinen sekventiellt med en uppsättning verktyg för en installation av stocken. På grund av detta, när man producerar en färdig stock, finns det inget behov av att installera om skärarna och stocken.
Kombinationen av olika bearbetningslägen gör det möjligt att erhålla produkter med en ganska komplex konfiguration - balustrar, trä med en komplex profil och med olika diametrar. Den formade geometriska profilen låter dig bygga trästrukturer av vilken komplexitet som helst. Dessutom hjälper stockrundningsmaskiner till att bearbeta material som är 7 meter långt.
Maskinens design för rundning av stockar
Rundningsmaskinen innehåller följande block: en vanlig metallram gjord av fyrkantsrör, på vilken styrningar är installerade, som är avsedda att flytta kraftenheten och sågvagnen längs dem. På den gemensamma ramen finns det även huvud och tailstock, som behövs för att installera i mitten av det ursprungliga arbetsstycket och driva stocken i rotation. På huvudstocken finns ett delningshuvud som tjänar till att fixera stocken i olika positioner, samt ett spindelhuvud för att rotera knivarna.
Som arbetsverktyg används fräsar av en speciell design - lockiga och universella, som är installerade på maskinens spindelaxel. En universalfräs är nödvändig för avrundning, planfräsning och val av kronkoppar. Den lockiga fräsen är avsedd för provtagning av monteringsspåret. Den tekniska egenskapen hos fräsen, som används på maskinen, är att ge ett "mjukt inträde" i den behandlade träytan. Detta leder till en minskning av vibrationerna och ökar även noggrannheten i arbetet.
Knivarna som används i fräsar är avtagbara. Om operatören såg att den inte underhålls önskad storlek bearbetade ytor måste du slipa avtagbara knivar. Avtagbara knivar är gjorda av högkvalitativt verktygsstål, vilket gör det möjligt att använda dem i ett set. länge sedan, medan själva skärarens resurs inte är begränsad.

För att minska tiden och underlätta installationen i mitten av stocken används speciella mekaniska spakar, de kan installeras på ramen var som helst, som visas på bilden av stockrundningsmaskinen. Vid förflyttning av små diametrar (upp till 200 millimeter) av monteringsspåret kan en viss avböjning av stocken observeras;
När du väljer en kronkopp krävs en tillförlitlig fixering av vagnen; för detta ändamål används mekaniska bromsanordningar som är placerade i båda ändarna av vagnen och säkert fixerade. Och det finns också en speciell mekanism för att fixera vagnen, som inte låter den rotera när man väljer skålar. Vid tillverkning av ett längsgående monteringsspår eller en skål behövs också mycket exakt (manuell) justering - för detta ändamål installeras en speciell mekanism för manuell rotation av stocken.
Klassificering av rundningsmaskiner
Avrundningsmaskiner för stockar tekniska system kan delas in i två typer:
- Passageanordningar med kontinuerlig rörelse av stockar. Inloggningen genom maskiner bearbetas under förflyttning i verktygsområdet utan uppehåll. Förflyttning av stockar kan utföras utan ett gap eller med ett gap mellan ändarna på intilliggande stockar.
- Cykliska enheter med intermittent rörelse av stockar. För en cykel av bearbetning i cykliska maskiner inträffar en repetitiv uppsättning rörelser. Cykelmaskiner är indelade i sin tur i två typer:
- Cyclo-pass rundningsmaskiner: stocken bearbetas av ett skärverktyg som gör arbetsrörelser;
- Cyclo-position rundningsmaskiner: stocken bearbetas medan den rör sig i förhållande till arbetsverktygets yta.
Varje kombination av rörelser gör det möjligt att bestämma det kinematiska mönstret för skärningen olika metoder bearbetning. Maskinens arbete representeras av följande kombinationer av rörelser av stocken och arbetsverktyget: rätlinjig och två roterande, rätlinjig och roterande.

Stocken, när den bearbetas i genomgående cylindrande glas, gör en rätlinjig rörelse och verktyget roterar. Loggen i cyklo-genomgående maskiner vid tidpunkten för bearbetning längs stockens axel gör en rätlinjig rörelse, och verktyget i position - roterande, som visas i videon om maskinen för avrundning av stockar. Stocken, när den bearbetas i positionssvarvar, producerar en rotationsrörelse, och själva verktyget (fräsen) rör sig i en rak linje, parallellt med stockens axel.
Beroende på verktygets form och typ och dess skäreggar kan alla typer av stockbearbetning delas in i två typer - fräsning och svarvning. Svarvning kännetecknas av en konstant process av spånbildning. Den huvudsakliga rörelsen som sker med ganska hög hastighet vid svängning är rotationen av ett verktyg eller stock. Fräsning kännetecknas av en inkonsekvent spånbildningsprocess. Vid fräsning är den huvudsakliga rörelsen verktygets rotation.

Träbearbetningsmaskiner i vår tid, enligt graden av automatisering och mekanisering, är indelade i följande klasser:
- I mekaniserade maskiner utförs huvudrörelsen och matningsrörelserna utan mänsklig inblandning. Operatören tillhandahåller reglering, justering och lossning, samt lastar maskinen.
- I automater (automatiska verktygsmaskiner) utförs hela området av rörelser och operationer av maskinen. En person tilldelas rollen att övervaka arbetet och periodiskt ladda maskinen med arbetsstycken. I helautomatiska maskiner är lastningen av arbetsstycken också automatiserad.
- I halvautomatiska maskiner automatiseras operationer endast inom en cykel, och mänskligt deltagande krävs för att slutföra nästa bearbetningscykel.
Genom att jämföra olika stockrundningsmaskiner kan vi säga att inte bara priset på stockrundningsmaskiner skiljer sig åt, utan också deras funktioner:
- Genomgående maskiner har hög produktivitet, men samtidigt visar de låg bearbetningsnoggrannhet och en ganska stor ytjämnhet på grund av avsaknaden av ett bassystem;
- Cykelpositionsanordningar garanterar hög noggrannhet och har utmärkt ytkvalitet, men deras uteffekt är mycket mindre än genomgående enheter;
- Cykliska positionsmaskiner har pålitligt system baserade, upptar en ganska liten produktionsyta och finns i produktionen bred tillämpning.
Gör-det-själv installation av cylindermaskin
Vanligtvis hemgjorda maskiner för rundning av stockar är de gjorda på basis av sågverk. Den främre konan ersätts med ett stopp, och ett axiallager eller ett koniskt rullager är installerat på ändstocken. Den fasta stocken roteras med hjälp av en extra motor, eller manuellt, vilket inte är så praktiskt. Att göra en fräs är det svåraste. För att utföra uppgiften så enkelt som möjligt görs den i typsättning, det vill säga den är sammansatt av flera element. Det bör noteras att själva skärarens material måste vara starkt, det vill säga mjuka legeringar är inte lämpliga för dessa ändamål.
Mest på ett enkelt sätt för att säkerställa rörelsen av skäraren längs själva stocken, anses det lägga ett extra järnvägsspår längs vilket installationen kommer att röra sig. Detta gör det möjligt att utesluta manuell dragning. Funktionsprincipen för en sådan installation liknar principen för driften av en vanlig fräsmaskin, när arbetsstycket, fixerat i poser, roterar och fräsen rör sig längs det.
Kom ihåg att det rekommenderas att installera en maskin för rundning av stockar med egna händer på en betongplattform. Det är också möjligt att köra rundningsmaskinen på packad jord. I detta fall är maskinen installerad på tvärgående skenor av träslipers - till exempel en balk med ett tvärsnitt på minst 1500X1500 mm. Det rekommenderade avståndet mellan sliprarna är en meter. Det är också nödvändigt att utesluta jordkrympning på platser där maskinen kommer att installeras.

Maskinen börjar monteras från ramens montering. Det är nödvändigt att montera ramsektionerna och installera dem på en jämn nivå i ett horisontellt plan. Följ installationsfelet på högst 0,5 per 1000 millimeter - både över styrningarna och längs.
Vid installation av ramen på en betongplattform monteras ramen på en höjd av cirka 15-20 centimeter, och sektionernas leder är betongjorda. En kraftenhet, främre och bakre headstocks, rack är monterade på den installerade ramen, på vilken en kabel dras för att fästa en elektrisk rörlig kabel. En klämstoppare är installerad på kraftenheten. Maskinen är också jordad till ett gemensamt jordsystem.
Därefter ansluts motorn, som roterar arbetsstycket. Anslut maskinen till elnätet, kontrollera att faserna på strömförsörjningen är korrekt anslutna till motsvarande strömlägen. För att göra detta, tryck på knappen för att höja och sänka kniven. Om den faktiska riktningen i vilken krafthuvudet rör sig sammanfaller med samma riktning som anges på kontrollpanelen, så har strömförsörjningen anslutits korrekt. Annars måste faserna vändas om.

Efter det måste du kontrollera arbetsstyckets rotationsriktning. När rotationsriktningen är fel är det nödvändigt att vända om faserna på motorn. Det är förbjudet att slå på arbetsstyckets rotationsmotor och cylindermotorn förrän korrekt anslutning av strömförsörjningsfaserna har kontrollerats.
Om du, efter att du har tillverkat en maskin för avrundning av stockar, utför den första uppstarten mer än två månader senare, efter ett långt uppehåll, eller maskinen stod i förvaring och under transport i skick hög luftfuktighet, då är det nödvändigt att förvara det i ett torrt rum en tid innan du börjar ta bort fukt från den elektriska utrustningen.
Tänk på att de främre och bakre huvudstammarna på timmerrundningsmaskinen måste placeras parallellt med styrningarna och, enligt vald längd, vara stadigt fixerade. Dessutom är det nödvändigt att kontrollera inriktningen av ändstocken och huvudstocken på cylindermaskinen. För detta ändamål, mät avståndet till närmaste millimeter: mellan den vertikala längsgående profilen och mitten av huvudstocken, mellan närstyrningen och mitten av headstocken. Det är nödvändigt att dessa avstånd är desamma för ändstocken och ändstocken.

Felbalansering av fräsar och förändringar i vinkeln på skärpknivar kan leda till fel på cylinderningsmaskinen eller till försämring av produktens ytkvalitet. Den lockiga skäraren är monterad på den koniska delen av axeln och fixerad med en bult. En universalfräs skruvas in i kroppen på den lockiga skäraren och dras sedan åt med en speciell nyckel.
Har du dessutom gjort en maskin för avrundning av stockar, kontrollera att stommen är korrekt och horisontellt monterad. Genom att lägga packningar under den bakre är det möjligt att bestämma parallelliteten mellan axlarna för de bakre och främre huvudstammarna med skärarens rörelseplan. Tjockleken på packningen ska vara lika med halva avsmalningsvärdet.
strport.ru
Gör-det-själv cylindercylindermaskin för stockar
Avrundningsmaskiner är huvudkomponenterna i träbearbetningslinjer, som är tillämpliga både i standardverkstäder och vid tillverkning av sådana produkter med egna händer. Den här maskinens huvudsakliga funktion beror på att fräsen med komplex design Och olika typer slipa knivar för att ta bort det släta översta lagret från varje stock.
Stockrundningsmaskin
För närvarande till försäljning stor mängd liknande produkter av olika typer och ändamål, bland vilka det inte alls är svårt att välja den utrustning som är idealisk för ditt fall.
Rullmaskin - utrustningsfunktioner
Maskin för avrundning av stockar - en mekanism där bearbetningen av stockar utförs på grund av kontakten med dem av flera speciella skärare. De senare sätts i rörelse av en speciell motor (i vissa trimnivåer finns det två av dem).
Alla stockar är säkert fixerade av systemet under utfodring, så att enkel och enhetlig bearbetning är möjlig.
Beroende på typ av utrustning kan den också ha ett järnvägsspår, vars installation för den genomgående versionen kräver en speciell betongbas för installation.
Se också: vilka modeller finns i Corvette-sågmaskinslinjen?
Olika typer av rundningsmaskiner finns till försäljning, inklusive utrustning av typen Rus och Sherwood av genomgående typ samt av modultyp.
Denna utrustning, som Sherwood- eller Rus-enheter, kan vara oberoende enheter eller gå som en del av ett träbearbetningskomplex. De kommer i olika kapaciteter.
Den genomsnittliga volymen av en stock, som Rus, Termite, Sherwood-maskiner fritt passerar, är 240 mm, även om vissa versioner av sådan utrustning lätt kan hantera större prover.

Cylinder - fräsmaskin Sherwood OF-28Ts
Avrundningsmaskiner låter dig utföra en mängd olika typer av materialbearbetning. I synnerhet är det med dess användning som den direkta avrundningen av stocken görs, förberedelsen av det längsgående läggningsspåret, kompensationssnittet, såväl som specialiserade element för fästning - sidoskålar.
Denna utrustning är lämplig för alla typer av material utan undantag, inklusive de populära bok, ek, björk, ask, päron, al, furu och andra träslag. till menyn
För- och nackdelar med denna processteknik
Fördelarna med denna typ av maskin för att bearbeta stockar inkluderar:
- Hög bearbetningshastighet.
- Noggrannhet i många typer av bearbetning på grund av olika knivslipning.
- Förarens absoluta säkerhet vid arbete med sådan utrustning.
- Enkelhet i tinkturer, hög nivå automatisering av sådana anordningar.
- Materialbearbetning av hög kvalitet, oavsett kvaliteten på det bearbetade träet
- Mångsidighet - med en sådan enhet kan du göra alla ämnen från naturligt trä.
- Låg förbrukning av trä, som tillhandahålls inte bara av prover av Rus och Sherwood, utan också av en hemmagjord cylindermaskin.

Avrundningsmaskiner låter dig göra vilket arbetsstycke som helst av naturligt trä
När det gäller nackdelarna med denna typ av enhet, bör det noteras:
- stora dimensioner av utrustningen, på grund av vilka älskare av träbearbetning med egna händer inte alltid kan installera sådana strukturer i sitt eget hem;
- höga priser för reservdelar, samt nödvändig bearbetning av produkter innan arbetet påbörjas, till exempel slipning av knivar.
Reservdelar till rundningsmaskiner
För enkel bearbetning av stockar på sådana maskiner olika typer utan att ändra kvaliteten på materialbearbetning för sådana strukturer är det nödvändigt att köpa följande typer av komponenter:
- Utbytbara fräsar, särskilt icke-standardiserade typer (när du köper dessa komponenter bör särskild uppmärksamhet ägnas åt kvaliteten på skärpknivar under vissa typer timmer).
- Ytterligare elektromekaniska drivenheter för vissa typer av konstruktion.
- Utbytbara delar för bearbetning av skålar.
- Delar för att göra ersättningsnedskärningar.
Också, ibland för denna typ av utrustning, inklusive Sherwood och Rus maskiner, kan du köpa speciella typer slipknivar för enskilda stockar, samt några flexibla utbytbara element. De kan bytas ut för hand. Listan över dessa för varje enhet är individuell. till menyn
Populära typer av rundningsmaskin
För närvarande finns det flera populära varianter av sådan utrustning som används av proffs, såväl som amatörer, för att utföra konstruktion, reparation och efterbehandling i huset med sina egna händer.

Altay-os550 rundvirkesmaskin
Bland dessa modeller:
- Rundmaskin Altai. Utrustningen, på grund av särdragen hos skärpknivar, tillåter bearbetning av stockar med en diameter på upp till 550 mm. Den kompletteras med kvarnar av sfärisk, och även ansiktstyp. De viktigaste fördelarna med denna version vid bearbetning av stockar: möjligheten att välja enhetens optimala hastighet, samt justera knivarnas penetrationsdjup. Idealisk för alla typer av produktion, som Sherwood, inklusive konstruktion av små trähus.
- Rundmaskin Kedr. En annan typ av genomgående utrustning för industriföretag. Tillåter stapling av upp till 7,5 meter stockar per bearbetning. Lämplig för alla typer av stockar på grund av den unika typen av skärslipning.
- Rundmaskin Taiga os 1. Utrustningen, liksom Sherwood, är lämplig för grovbearbetning av träbearbetning. Tillåter att arbeta med prover med en maximal diameter på 240 mm. Liksom andra prover av pass-through-typen kan den användas för industriella ändamål, inklusive att bygga ett hus eller ett bad från en bar. Beroende på typ av knivslipning kan den användas för olika uppgifter.
- Rundmaskin Thermite. Universell genomgående utrustning, som Rus-maskinen, lämplig för bearbetning av olika typer av virke. Idealisk för industriföretag, där den kan ta emot upp till 900 löpmeter färdigt virke per skift. Den moderna designen av denna utrustning eliminerar möjligheten att loggrulla under bearbetningen.

Generell översikt och tekniska egenskaper för cylinderningsmaskinen Termite
Alla typer av denna utrustning är mest lämpade för industriell produktion av timmer, men om det finns lämpliga förhållanden för att göra det själv kan de användas hemma.
Kostnaden för sådana produkter, såväl som Rus- eller Sherwood-modellerna, beror på utrustningens konfiguration, såväl som på företaget som säljer denna typ av utrustning. De bästa priserna på den från officiella återförsäljare.
För dem som inte är lämpliga för sådana produkter när det gäller tekniska parametrar, kan du göra en hemmagjord cylindermaskin, skapad enligt tillgängliga skisser av teknik. till menyn
Processen att avrunda loggar på maskinen (video)
Hemsida » Träslöjd
ostanke.ru
Gör-det-själv cylindermaskiner
Folk arbetade med trä med mycket för länge sedan. Sedan dess har användningen av denna råvara bara tagit fart. För närvarande finns det hela anläggningar som är involverade i träförädling. Men skickliga ägare kan montera vissa enheter på egen hand, om de behöver. i stort antal hantera trä. Rundningsmaskinen har blivit en ganska användbar anordning.
Syfte med utrustning
Huvudsyftet med denna maskin är att den används för att ge rätt form till de stockar som går till byggandet av timmerstugor. Naturligtvis kan arbetsstycket utföras manuellt, men användningen av en automatiserad enhet påskyndar och underlättar avsevärt hela processen.
Rundningsmaskinen har följande funktioner:
- förbereder spår i stockar för ytterligare installation;
- utför avrundning av materialet;
- används för tillverkning av kantade brädor från vapenvagnen;
- det är möjligt att förbereda formar för parkett;
- det är möjligt att utföra fräsning av slätt trä;
- skära okantade brädor;
- produktion av en stång av nödvändiga storlekar.
Dessutom kan denna utrustning skapa expansionsspår med en cirkelsåg, och bearbetningshastigheten för råvaror är justerbar.

Vad är enheten gjord av?
Rundningsmaskinen innehåller flera av följande komponenter:
- En metallram, som oftast är gjord av ett rektangulärt rör.
- Nödvändiga guider för att flytta kraften och såganordningen.
- Headstock används för fästning, samt vridning av en stock. Headstocken ska vara utrustad med ett delningshuvud som fixerar pipan. Där kommer även spindelhuvudet att monteras.
- Fräsen är ett av nyckelelementen. Om skäraren är av figurtyp, kan den användas för att göra ett spår för montering, men om det är universellt kan det användas för avrundning, skärning av kronkoppar och bearbetning av plan.
- Avtagbara skärblad kommer också att vara ett viktigt element. De måste vara gjorda av bra stål. Den främsta bekvämligheten är att de kan bytas ut utan att ta bort själva skäraren.
Sorter av aggregat
Hittills finns det flera typer av rundningsmaskiner.
Genomgående maskiner ger en konstant rörelse av arbetsstycket på bordet och bearbetar det samtidigt. Det finns också maskiner av cyklisk typ, vars rörelse och bearbetning går igenom flera cykler. Dessutom är denna typ av utrustning uppdelad i ytterligare två - dessa är cyklo-genom och cyklopositionella. I det första fallet förblir träämnet stationärt och fräsen rör sig, i det andra fallet, tvärtom, rör sig bearbetningsverktyget inte, träet rör sig.
Det är också värt att notera här att uppdelningen av maskiner utförs enligt nivån på deras automatisering. Det finns mekaniska, automatiska och halvautomatiska maskiner. Om en mekanisk typ av maskin används, utförs lastningen av materialet och inställningen av alla processer av operatören. I automatiska maskiner sker allt detta utan mänsklig inblandning, du behöver bara kontrollera arbetets framsteg. Halvautomatiska maskiner kan bara styra ett steg i arbetet, då kommer operatörens ingripande att krävas.

En liten klassjämförelse
Cylindermaskiner med genomgående hål kännetecknas av sin höga produktivitet, men de har också ett visst fel i processen, och ytan kan förbli något grov.
Enheter relaterade till den cykliska typen bearbetar ytan mycket bättre, samt utför andra operationer, men detta påverkar avsevärt prestandan.
Det är dock värt att notera här att det är den andra kategorin av enheter som har fått mer utbredd användning. Eftersom de är mer kompakta, och deras bas anses vara mer stabil.

Gör-det-själv cylindermaskin
Mest enkelt alternativ Att montera en sådan enhet med egna händer kommer att använda ett sågverk som grund. Istället för utrustningens främre kon är det nödvändigt att installera ett stopp. Headstocken, som är placerad på baksidan, kommer att förses med ett lager för denna del. För att rotera arbetsstycket kan du använda en elmotor eller ett handtag.
Den största svårigheten är tillverkningen av skäraren, och därför försöker de montera den från flera separata element. Det är mycket viktigt att materialet som används för denna del måste vara mycket hållbart. För att flytta skäraren används en extra skena, som också måste installeras. Den slutliga anordningen är mycket lik en konventionell fräsmaskin. Arbetsstycket passar in i spåren och roterar, och fräsen rör sig. Cylindermaskiner fungerar på samma sätt.

Monteringssteg
Det första steget är att montera ramen. Ramens monteringshöjd är 20 cm. Tiltfelet är tillåtet i området 0,5 mm per 1 meter. Det andra steget är installationen av kraftmekanismen, såväl som fästningen av skötarna. Därefter måste du fixa kabeln för den elektriska kabeln på de installerade stativen. Efter det kan du fortsätta att fästa proppen på kraftmekanismen. En viktig del av arbetet kommer att vara jordningsutrustningen för enheten om den använder en elmotor. Först efter att ha ordnat jordningen kan du börja ansluta motorn till ström. När detta är klart är det nödvändigt att kontrollera fasernas överensstämmelse med driftsätten. Om de var felaktigt anslutna, kommer omvänd rotation att inträffa när motorn slås på. Om detta händer måste faserna vändas om. När allt är klart bör du återigen kontrollera rätt rotation. Det är strängt förbjudet att lägga en logg innan allt verifieringsarbete har slutförts.

Särskild uppmärksamhet det är nödvändigt att vara uppmärksam på skötarnas fästen. De installeras så styvt som möjligt och parallellt med styrningarna. Båda elementens axlar måste matcha. Det är också viktigt att balansera fräsen, annars kommer maskinen att misslyckas ganska snabbt.