Technologie výroby dřevěných dveří. Technologie výroby MDF dveří Materiály pro výrobu dveří
Interiérové dveře jsou nezbytnou součástí bytových, průmyslových a kancelářských prostor. Při výběru dveřních výplní a doplňkových prvků musíte vědět, jak a podle jakých pravidel se vyrábějí, a také pochopit výhody a nevýhody materiálů používaných při výrobě dveří. Moderní výrobci používají high-tech zařízení, která jim umožňují vyrábět velké množství vysoce kvalitních produktů s různými typy povlaků a moderním designem.
Technologie výroby interiérových dveří
Dveře slouží k oddělení různých funkčních částí místnosti a poskytují zvukovou izolaci, ochranu před pachy a nadměrnou vlhkostí. Způsoby výroby dveřních výplní a doplňkových prvků závisí na materiálech použitých při výrobě. Nejoblíbenější dveře jsou vyrobeny z masivní dřevo nebo prefabrikované na dřevěném rámu. Skleněné vložky dělají plátno částečně průhledné pro světlo a vizuálně rozšiřují prostor místností nebo chodeb.
Nejsložitější a vícečlánkové technologický postup se vyskytuje při výrobě dveří pomocí dřevěných prvků. Faktem je, že dřevo, které neprošlo celým cyklem předsušení a zpracování, podléhá deformaci a praskání. Aby nedocházelo ke ztrátám na kvalitě konečného výrobku, je nutné věnovat velkou pozornost předběžné přípravě dřeva pomocí určitých technologických postupů. Proces výroby interiérových dveří zahrnuje následující kroky:
- Dřevo (kulatina) borovicových druhů se rozřezává na přířezy pomocí pásových pil s automatické krmení protokoly.
Kulatina se rozřezává na přířezy požadované tloušťky.
- Přířezy jsou ošetřeny vysokou teplotou a párou v sušících komorách, aby se zabránilo nerovnoměrnému vysychání a deformaci dřeva. Na konci procesu sušení se provádí povinná kontrola vlhkosti.
Sušení řeziva se provádí pod vlivem páry a vysoké teploty.
- Zaschlé přířezy se řežou na tyče technologického úseku a odstraňují se z nich vadné úlomky (úlomky, suky, prasklá a shnilá místa), které mohou ovlivnit kvalitu zárubně a křídla.
Vadné oblasti jsou vyříznuty z přířezu vyříznutého do nosníku
- Poté jsou polotovary spojeny pomocí hrotů, lepidla a vertikálního lisu do štítu, ze kterého se po vysušení a oříznutí získá dveřní křídlo.
Pomocí vertikálního lisu se získá panelový přířez dveřního křídla
- Po broušení se plátno pokryje třívrstvou dýhou nebo MDF panely s jednou vrstvou dýhy a vloží do klíhacího lisu.
- V další fázi se frézkou a gravírkou vyřežou tvarové dekorační prvky, panely nebo otvory pro zasklení a po montáži se dveřní křídla překryjí třemi vrstvami laku s mezileštěním a finálním leštěním.
Panelové prvky nebo zasklení se montují při konečné montáži
- Po konečném vysušení jsou výrobky baleny, v případě potřeby dodávány s armaturou a odeslány spotřebiteli.
Technologická posloupnost výroby dveří může být různá a závisí na materiálu, vybavení a provedení výrobku. Například drahé dveře z masivního dřeva obvykle nepoužívají dýhu a jsou vyráběny pomocí složitých CNC strojů, zatímco levné dveře často používají vložky z vlnité lepenky a levnou laminovací fólii.
Je důležité si uvědomit, že v továrně se kování obvykle neinstaluje na dveře se symetrickým dekorem, protože během instalace u spotřebitele se může výrobek otevřít jak doleva, tak doprava, panty a kliky jsou nainstalované montéry na místě.
Video: výroba dveří z masivního dřeva
Pravidla a normy pro výrobu interiérových dveří
Dveřní bloky jsou vyráběny na zařízení, které se nachází na velkých výrobních plochách. Na tyto prostory jsou kladeny určité požadavky jako na průmyslová zařízení, mezi které patří sklady dřeva, sušárny, zpracovatelská dílna, lakovna a sklad hotových výrobků. Každé výrobní místo je vybaveno podle pravidel a předpisů, v souladu s technickými podmínkami pro konkrétní úkol. Hlavní požadavky na výrobní zařízení pro výrobu dveří jsou následující kritéria:
- dostupnost volných přístupových cest;
- budovy musí mít stabilní teplotu, vlhkost, přirozené a umělé osvětlení;
- musí být vybaveno napájení, vytápění, větrání, zásobování vodou a kanalizace;
- pokoje by měly být vybaveny požární hlásič, hasicí zařízení a nouzové východy;
- na pracovištích je nutné zajistit bezpečné pracovní podmínky;
- lakované prostory by měly být izolovány od ostatních prostor a opatřeny nuceným větráním.
Pracovníci jsou povinni absolvovat odborná školení a školení v oblasti ochrany práce, požární a elektrické bezpečnosti a také absolvovat neplánované, opakované a úvodní instruktáže na pracovišti.
Výrobní místnost musí být vybavena v souladu s normami
Hlavní normou pro proces výroby je technologická dokumentace, která vychází z Technických podmínek pro výrobu TU 5361-001-58037723-2015 "INTERIÉROVÉ DVEŘE, PŘÍČKY A LIŠTY DO NICH". Tento dokument stanovuje požadavky na design interiérových dveří, kvalitu materiálu a nátěru čelní plochy a také požadavky na životní prostředí. Předpisy specifikují postup pro přejímku hotových výrobků, certifikaci a instalaci záruční dobaúkon.
Pro kupujícího je důležité mít certifikát, záruční dobu a shodu dveří, rámu a dalších prvků s požadavky technických specifikací, protože to potvrzuje kvalitu produktu a umožňuje vám počítat s dlouhou službou. život.
Aktuální GOST pro výrobu interiérových dveří
Technické vlastnosti dveří jsou určeny normami, které stanovují všeobecné technické podmínky nebo metody pro stanovení fyzikálních parametrů a rozměrů hotového výrobku. Mnoho výrobců vytváří výrobky podle nestandardních velikostí, ale s přísným dodržováním požadavků na kvalitu. Spotřebitele může zajímat seznam regulačních norem, na kterých výrobci interiérových dveří pracují, a to:
- Obecné požadavky na dřevěné dveře se seznamem regulačních dokumentů jsou stanoveny GOST 6629–88 a požadavky na dřevěné výrobky jsou stanoveny v GOST 475–78.
- Možnosti designu interiérových dveří, jejich typy a velikosti jsou uvedeny v GOST 24698–81.
- Požadavky na nástavce, spojovací prvky a závěsy určuje GOST 538–88.
- Metody určování zvukové izolace, odporu přenosu tepla a propustnosti vzduchu jsou upraveny GOST 26602.
- Stanovení rovinnosti dveřního křídla se provádí podle normy ST SEV 4181–83.
- Metodika testu spolehlivosti je uvedena v ST SEV 3285–81.
- Odolnost proti rázovému zatížení se vyrábí podle metody specifikované v ST SEV 4180-83.
V průvodních dokumentech pro hotové výrobky musí být přítomen symbol dveřní výplně, např. U05195 VERSAL pat. 1014 dec/nebo dveřní křídlo D3 91x 230 L, což znamená následující parametry dveří:
- článek - U05195;
- obchodní název konkrétní kolekce je VERSAL;
- typ povrchové úpravy/barva − pat. 1014 dec/oro;
- název produktu - plátno;
- model výrobku - D3;
- šířka a výška plátna - 91x230;
- typ otevírání, levé − L.
Před objednáním dveří je nutné pečlivě změřit dveřní otvory, aby bylo možné vybrat požadovaný rozměr rámu, křídla a Správné množství doplňkové prvky. Pro interiérové dveře jsou standardní rozměry otvorů s odpovídajícím označením dle SNiP a tento přístup usnadňuje výběr zárubně podle tabulky.
Tabulka: poměr velikosti otvoru k velikosti dveřního křídla
Stávající regulační dokumenty zaručují vysokou úroveň kvality produktu, standardizaci velikosti a soulad s požadavky na životní prostředí, navíc si spotřebitel může určit soulad vlastností produktu deklarovaných výrobcem s kvalitou a cenovou úrovní.
Materiál pro výrobu interiérových dveří
Při výrobě interiérových dveří a příček se používají moderní materiály, které jsou šetrné k životnímu prostředí, odolné, lehké a mají dlouhou životnost. Patří sem kovoplastové a skleněné dveře, jejichž rám je hliníkový profil a výplň je plastové panely nebo tvrzené triplex sklo s matným povrchem. Tradiční dveře s dřevěným rámem a vložkami ze skla, MDF panelů a obložených prvků však zaujímají hlavní mezeru na trhu. Při výrobě takových výrobků se používají následující materiály:
- Bezvadné borovicové řezivo s obsahem vlhkosti nejvýše 8%, spojené do čepu pomocí lisování lepidla.
- Dřevotřísková deska s vysokou hustotou.
- Přírodní dýha z různých druhů dřeva o tloušťce 0,6 mm.
- Laminovací fólie imitující ušlechtilé dřevo.
Laminovací fólie dodává dveřím texturu přírodního dřeva
- MDF panely různých tlouštěk se používají pro opláštění dveřních panelů a vytváření obložkových prvků.
- Matné, triplexové nebo tvrzené sklo se používá pro rozptyl světla a dekorativní vložky do dveřního křídla.
- Používá se vlnitá lepenka možnosti rozpočtu, jako zvukotěsné vložky v plátně mezi tyčemi rámu.
Vlnitá lepenka se používá pro izolaci a zvukovou izolaci levných dveřních výplní.
- Voskové a voděodolné nátěry, tónovací hmoty a laky.
- Lepidlo typu "Kleiberit 303.2", MERITIN ADHESIVE D3 a další se používá k průmyslovému lepení úlomků křídel, zárubní a doplňkových prvků.
Výroba levných dveří je založena na použití dřevotřísky, laminovací fólie, vlnité lepenky a MDF, zatímco dražší výrobky používají masivní dřevo s frézovanými prvky, panely a vložky z tvrzeného skla.
Šestileté zkušenosti s provozem dýhovaných panelových dveří autora článku ukazují jejich výraznou spolehlivost. Ale v místnostech s vysokou vlhkostí bych rád doporučil různé typy laminovaných dveří s dodatečným vodotěsným nátěrem. Po čtyřech letech provozu v koupelně na vnitřním dýhovaném plátně se i přes ošetření tekutým voskem dvakrát ročně objevily bělavé skvrny a šmouhy po působení páry a kondenzátu. Bylo to nezbytné kosmetické opravy, tak jsem musel rovinu dveřního křídla obrousit, odmastit rozpouštědlem, překrýt tónovací hmotou a voděodolným lakem ve dvou vrstvách. V menší míře se stejný problém objevil v prádelně a co se týče ostatních dveří, drobná poškození dýhy a škrábance byly eliminovány lepením a ošetřením tvrdým tónovaným voskem v různých odstínech. Po takové drobné opravě získávají plátna, krabice a nástavce svůj původní vzhled a slouží více než šest let. V podmínkách příměstského provozu během letního pobytu slouží dřevěné dveře pokryté voděodolným lakem více než osm let. Zároveň nedochází k deformaci a vysychání v podmínkách teplotních změn a změn vlhkosti. Ale je třeba poznamenat, že nejlepší možnost Pro stavba dachy jsou kovoplastové dveře a zárubně, které nemění své vlastnosti a zachovávají si geometrii za proměnlivých povětrnostních podmínek.
Zařízení pro výrobu interiérových dveří
Nejnákladnější výrobou interiérových dveří z hlediska množství potřebného vybavení je výroba dřevěných výrobků. Tovární výroba kovoplastů a skla vyžaduje velké množství komponentů a malý počet strojů pro řezání rámů a zpracování skleněných tabulí. Zpracování řeziva je více nasyceno obráběcími stroji, lisy a dalším zařízením. Zvažte zařízení, které se používá pro výrobu dřevěné dveře:
- Pily a pásové pily používané pro řezání kulatiny.
Pila umožňuje získat z kulatiny řezivo požadované tloušťky
- Tepelné komory s přívodem páry pro sušení řeziva.
Průmyslové sušicí komory umožňují přivést řezivo na požadovanou úroveň vlhkosti a zabránit deformaci obrobků
- Zařízení na výrobu dýhy.
- Čepovací stroj na rám a dveřní křídlo.
Pomocí pneumatického lisu se křídlo dveří slepí
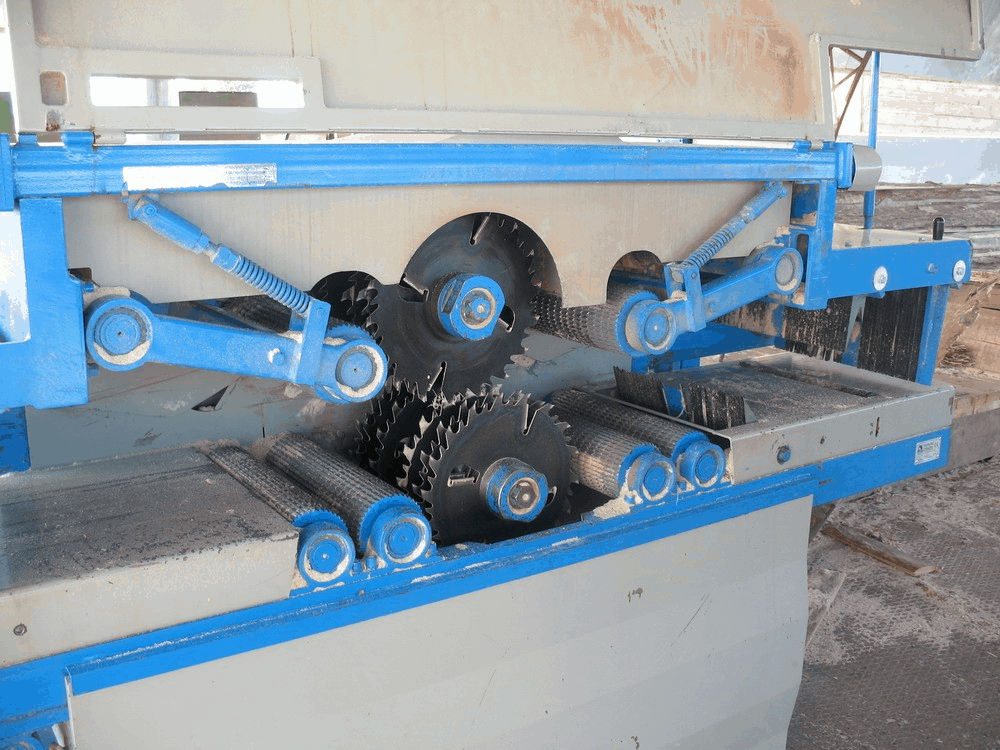
- Kotoučové pily a panelové pily pro řezání polotovarů na míru.
- Kopírovací frézky s programovým ovládáním pro dekoraci dveřních panelů.
Pomocí frézek se vyrábí tvarové a panelové prvky
- Brusky pro meziopracování a dokončovací zpracování výrobků.
- Lakovací zařízení.
Seznam výrobního parku lze rozšířit díky použití různých technologických a konstrukční řešení ve výrobním procesu interiérových dveří a komponentů, což má pozitivní vliv na spotřebitelské vlastnosti finálního produktu.
Video: výroba interiérových dveří
Zkoumali jsme některé typy interiérových dveří, technologii výroby, ale i regulační dokumenty a požadavky upravující výrobu tohoto typu. Pro správná volba dveře, musíte znát vlastnosti povlaku a materiál, ze kterého jsou vyrobeny. Kvalitní vybavení a dodržení technologie výroby zajišťuje odolnost vůči vnějším vlivům a dlouhou životnost výrobků. Široká škála designových řešení umožňuje dát obývacímu pokoji individuální vzhled a jedinečný styl.
Interroom dveřní systémy jsou nepostradatelným nábytkem určeným nejen k vymezení prostoru, ale také k izolaci místnosti od hluku, pachů apod. Přirozeně, vysoce kvalitní konstrukce stojí hodně, a to není překvapující, protože výroba interiérových dveří této úrovně je složitý technologický proces.
Výrobní cyklus skla, dřeva, hliníkových dveří a výrobků z PVC se od sebe samozřejmě zásadně liší. Rozdíly jsou v procesu výroby posuvných a výkyvných systémů, standardních a nestandardních provedeních. Všechny tyto body berou továrny vyrábějící systémy interiérových dveří v úvahu.
Před nákupem zařízení pro výrobu interiérových dveří analyzují tovární specialisté segment trhu, studují poptávku po výrobcích a teprve poté informovaně rozhodnou o vhodnosti výroby určitých typů výrobků.
Na výrobu se dodnes specializují především výrobci interiérových dveří dřevěné konstrukce následující typy:
- Dýhované.
Technologie výroby interiérových dveří tohoto typu umožňuje obložení dřevěného rámu fólií z cenných dřevin, například dubu (tloušťka fólie je zpravidla 1 mm). Vzhledově nelze tyto výrobky odlišit od dveřních systémů vyrobených z jejich řady. Dýhované dveře však mají malou nevýhodu - jsou v provozu velmi náladové a s nesprávnou péčí bude nutné tyto výrobky velmi brzy obnovit. Všechny tyto nuance bere výrobce v úvahu. Aby výrobce poskytl záruku na své výrobky, musí mít malou zásobu dýhy vhodné pro prodávané dveře, aby v případě potřeby opravil poškození dýhovaných posuvných nebo závěsných konstrukcí. - Produkty z pole.
Pro výrobu takových dveřních systémů lze použít dubové, borovicové atd. dřevo. Možná mozaikové spojování tyčí z řady různá plemena dřevo, například dub a buk nebo jiné. Výroba dveří z masivu - obtížný proces vyžadující spoustu času, práce a intelektuálních investic. - Laminované.
Výroba laminátových dveří zahrnuje výrobu dřevěného rámu (obvykle vyrobeného z měkkého dřeva) a pokrytí takového základu papírovou nebo plastovou fólií. Nanášení vrstveného povlaku se provádí lisováním. Díky obrovské rozmanitosti textur a barev se laminátové dveřní systémy ruské a zahraniční výroby vyznačují bohatým sortimentem. Ve většině případů závisí cena těchto výrobků na použitém nátěru.

Složení obložkových dveří.
Kromě toho moderní továrny vyrábějí panely a panelové výrobky. Panelové systémy se vyznačují přítomností skleněných vložek a panelu, který je jakýmsi štítem. Složitost výroby takového designu je vysvětlena potřebou použití speciálního zařízení, které pracuje současně s dřevěnými a skleněnými prvky.
Pokud jde o panelové výrobky, jsou vyrobeny ze štítu, který je nahoře obložen překližkou nebo plastem. Vzhledem k absenci skleněných vložek jsou takové konstrukce považovány za univerzální: dveřní systémy lze použít jako vstupní nebo k vymezení prostoru mezi místnostmi. Výroba dřevěných dveří tohoto typu není obtížná, možná to vysvětluje tak velký sortiment panelových výrobků.
Specifika výroby produktu
Není žádným tajemstvím, že výroba plastové dveře, dřevěné popř skleněné výrobky(ať už posuvné nebo kyvné) začíná přípravou surovin. Každý závod specializující se na výrobu dřevěných dveřních systémů má proto vyvinuty vlastní interní normy, které oddělují veškerý použitý materiál z hlediska kvality.
Faktem je, že ne z každé desky lze vyrobit kvalitní výrobek. Proto tato diferenciace umožňuje rozlišovat mezi kvalitním dřevem a nekvalitními surovinami.
V seznamu zařízení používaného výrobcem při výrobě houpačky a posuvné systémy, standardní a nestandardní řešení, znamená následující:
- pila;
- sušicí komora;
- čepovací stroj;
- lisy;
- panelová pila;
- frézka atd.
Takový seznam může být doplněn o další vybavení v závislosti na typu povlaku nebo přítomnosti vložek a ozdobných ozdob. Takže například pro výrobu dýhovaných dveří bude potřeba jedno zařízení a pro výrobu skleněných vložek druhé.
Zároveň je těžké říci, která fáze výroby je nejdůležitější. Všichni jsou si rovni! Pokud tedy například dřevo používané pro výrobu standardních nebo nestandardních konstrukcí není úplně vysušené, dveře budou vypadat nahnutě, budou mít hrozný vzhled a přestanou správně fungovat.
Tento stav přirozeně způsobí nespokojenost kupujících. Nebo pokud například uděláte chybu při řezání skleněných vložek (zmenšíte vložku o několik milimetrů), sklo bude neustále chrastit: jedná se ve skutečnosti o výrobní vadu. V důsledku toho nespokojený kupující a ztráta důvěry v produkty výrobce.
I sebemenší chyba při výrobě posuvných a houpacích interiérových systémů tak může přijít výrobce draho. Proto továrny, které si cení svého image, řídí každý technologický proces.
Úspěch konkrétního podniku je dán především oblibou jeho produktů mezi běžnou populací. Mezi nejperspektivnější oblasti patří výroba a montáž plastových dveří a oken; výroba všech typů dřevěných a kovových dveří, jakož i dekorativních překrytí na ně; výroba vrat, garážových vrat.
Jak takové podnikání zorganizovat, jaký je výběr vybavení a materiálů, kolik a jaká kvalifikace personálu by se měla týkat?
Na základě videa v tomto článku na téma „Technika výroby dveří“ probereme mnoho problémů souvisejících s výrobou dveří. Samotný článek toho napoví mnohé užitečné informace, což je také užitečné pro ty, kteří se pustili do výroby dveří vlastníma rukama.
Pro organizaci podnikání by měla být dána priorita sortimentu, který je velmi důležitý pro jakoukoli výrobu. Při jeho určování by samozřejmě měla být zohledněna poptávka spotřebitelů. Výroba pokojových dveří z masivního dřeva a MDF je oboustranně výhodná.
Při vší hojnosti návrhů výrobců zabývajících se výrobou skel, které se instalují i do bytů, nemohou konkurovat dřevěným dveřím. Především je to kvůli jejich vyšší ceně. Navíc, pokud je to žádoucí, člověk může.
Sortiment moderního truhlářství
Pokud mluvíme o podniku na výrobu oken a dveří, nelze si tuto skutečnost nevšimnout. Kromě hlavního sortimentu, jehož rozměry jsou zaměřeny výhradně na státní normy, vyrábí dílny také dveře podle rozměrů a náčrtů dodaných zákazníkem.
- Při práci s přírodním dřevem může kupující nabídnout mnohem více. To zahrnuje vyřezávání, zlacení a barevné lakování nebo voskování, intarzii, ale i výrobu 3D dveří, z nichž jedny vidíte na titulní fotografii.
- Mnoho výrobců vyrábí exkluzivní série dveří vyrobených v určitém stylu: starožitné, italské, venkovské, francouzské. Můžete také vyrobit dveře podle projektového projektu pro dokončení domu nebo bytu, vypracovaného designérem.

Poznámka! Při nedostatečném objemu výkonu se dílna pracující s masivním dřevem může zaměřit na výrobu ozdobných lišt, říms a sandriků, okenic do oken. Společnost může rozšířit svůj sortiment o výrobu zahradního a bytového nábytku a dokonce přijímat zakázky na interiérové dekorace dřevem.
- Hlavním směrem by ale samozřejmě měla být výroba vchodových a interiérových dveří. Podobné produkty je vždy žádaný a hlavní věcí je zde nabídnout spotřebiteli nejen nejlepší cenu, ale také různé možnosti pro přední povrchovou úpravu.
- Zaměřit se musíte nejen na jednokřídlé, ale také na jedno a půl a dvoukřídlé dveře. Vyrobit dvoukřídlé dveře vlastníma rukama totiž není snadný úkol a člověk, který právě takové dveře potřebuje, se v každém případě obrací na výrobce.
- Úspěšný prodej produktů v maloobchodě obchodní síť, poskytuje nejen, a ne tolik vzhled produktů, do jaké míry je v souladu s normami. K čemu jsou krásné dveře, když se nevejdou do otvoru? Výroba a montáž dveří je tedy zodpovědná záležitost, která vyžaduje nejen kreativní představivost, ale také geometrickou přesnost.

- Dveře z masivního dřeva nejsou levné a sortiment musí zahrnovat produkty ekonomické třídy. Při výrobě takových dveří se používá MDF, stejně jako borovice - jako nejdostupnější a nejlevnější strom. Při výrobě rozpočtových dveří se tyto dva materiály často kombinují.
- U rámových obložkových dveří může být páskování křídla vyrobeno z borovicových tyčí. Aby byly dveře lehké, je rám vyplněn speciálním voštinovým materiálem, kterým je lisovaná vlnitá lepenka nebo sololit.
Aby takové plátno získalo správný vzhled, používají listový materiál, který je levnější než přírodní dřevo: dřevovláknitá deska, dřevotříska, překližka, MDF. Plátno je opláštěno, poté laminováno nebo zušlechtěno dýhou (viz).
Mimochodem, z MDF můžete vyrobit obložení dveří i panely. Kromě toho mohou být levné dveře vyrobeny z neopracovaného materiálu a určeny k lakování.
Typy struktur z pole
Dveře jsou vyrobeny z různého řeziva. A správná technologie pro zpracování struktury vám umožňuje získat kvalitní produkt za nízkou cenu.
Pro výrobu dveřního křídla z pole se používají:
- Překližka. V tomto případě se tenké pláty dřeva slepují na lisu syntetickými pryskyřicemi. Výhody konstrukcí: pevnost, odolnost proti mechanickému namáhání, trvanlivost, nízká cena. Nevýhodou výrobků je použití lepidla na bázi pryskyřice;
- Deska z jednoho kusu. Jedná se o nejdražší typ, vyžadující neustálou péči o dveře a jejich včasné zpracování.
- MDF. Vyrábějí se z odpadového řeziva, zpracovávají se a lisují na speciálním stroji. Materiálové výhody: optimální rozměry výrobky, tloušťka pásu může být od 4 do 22 mm, vysoká tvrdost, odolnost proti vlhkosti, nedeformovaná. Mínus - použití při výrobě pryskyřičných adhezivních kompozic, které emitují fenolftalein.
Kvalitu masivních dřevěných dveří do značné míry ovlivňuje druh dřeva použitého k jejich výrobě.
Odrůdy stromů
V tabulce jsou uvedeny nejčastěji používané pro výrobu dveří, druhy dřeva a jeho vlastnosti:
| dřeviny | Zvláštnosti |
|
|
Hlavní výhodou borovicových dveří je dostupná cena. Nevýhody takových dveří:
|
|
|
Hlavní výhodou olšových dveří je vysoká odolnost proti vlhkosti. Kromě:
|
|
|
Jedná se o silné, tvrdé a poměrně těžké dřevo používané pro výrobu relativně levných dveří. Výhody ořechových struktur: velmi krásná a originální struktura, které lze dát jakoukoli barvu. Ořech lze navíc perfektně vyleštit, v tomto ohledu se materiál nedá s žádným jiným stromem srovnávat. |
|
|
Ty jsou mezi podobnými produkty nejdražší. Designy:
|
|
|
Dveře Merbau svým vzhledem připomínají borovici, ale jejich kvalita je lepší.
|
|
|
Javorové plátno má načervenalý nebo světle žlutý odstín. Při smršťování materiál nepraská, mírně se smršťuje. Jedná se o poměrně robustní konstrukci, která se nebojí mechanického namáhání. Při nákupu javorových dveří byste měli mít na paměti, že dřevo mění svou barvu, když padá pod různými úhly. |
|
|
Osika s oranžovým odstínem v jakémkoli provedení vypadá bohatě. Materiál se nebojí vlhkosti. Mechanická povrchová úprava se špatně hodí kvůli vysoké hustotě materiálu. |
|
|
Jasanové dveře se vyznačují neobvykle světlým vzorem dřeva. Barva produktu je od bělavě žluté po medovou. Z hlediska pevnosti a odolnosti jsou konstrukce podobné dubu. Jsou ale měkké, což usnadňuje práci s plátnem. Za sucha dvířka praskají minimálně. Dobře snášejí změny teplot. |
|
|
Barva buku je narůžovělá, světlý odstín. Dřevo je tvrdé a obtížně zpracovatelné. Prakticky neabsorbuje vlhkost. Co se týče síly a vzhledu, není horší než dub, jak je vidět na fotografii. |









Dveře z masivního dřeva lze vyrobit téměř z jakéhokoli dřeva. Použitím moderní zařízení Mnoho výrobců, kteří dávají levnému dřevu určitou barvu, vydává produkt z cenných druhů. Okem nelze určit druh dřeva.
Tip: Při nákupu dveří z masivního dřeva by měla být dána přednost pouze důvěryhodným výrobcům, kteří mají dost Pozitivní zpětná vazba.
- Je třeba si uvědomit, že „masivní dveře“ nejsou vyrobeny z masivního dřeva, jako je ořech. To je technicky nesprávné: takový „produkt“ nezůstane nečinný ani jednu sezónu, povede, geometrické rozměry se změní. Kromě toho je obtížné si představit průměr stromu potřebný pro výrobu dveří.
- Pro správná výroba výrobky z masivního dřeva, používá se „nábytkový štít“ a ne jediný kus dřeva.
- Nábytková deska je dřevěná po celé šířce slepená. V tomto případě se používají lisy a vysoce kvalitní lepidlo. Kvalita vyrobeného štítu ovlivňuje provozní vlastnosti dveří.
Nejdůležitější momenty při výrobě nábytkových panelů jsou:
- Sušení. Jedná se o jednu z hlavních operací při výrobě štítu. Dřevo musí být důkladně vysušeno, aby se předešlo budoucí deformaci výrobku spojené se změnami vlhkosti a teploty;
- Lepidlo. Pevnost spoje je přímo ovlivněna kvalitou zvoleného lepidla;
- Směr vlákna. To má velký význam. Měly by být v každé lamele kolmé na vlákna další. To dodá štítu pevnost a zabrání jeho deformaci.
Klasifikace dveří

Než začnete vyrábět dveře s vlastními rukama, měli byste se seznámit s jejich klasifikací. To vám pomůže vybrat nejvíce vhodná varianta v závislosti na vlastnostech dveří a provozu konstrukce.
Podle provozního účelu mohou být dveře:
- Interroom. Vyrobeno ze dřeva. Jsou mnohem tenčí, nemají velké požadavky na bezpečnost, tepelnou a hlukovou izolaci;
- Vstupní ulice. Takové struktury oddělují dům od vnějšího světa. Požadavky na ně jsou vyšší. Nejčastěji jsou vyrobeny z oceli, která je povrchově upravena přírodní dřevo nebo MDF.
- Vstupní apartmány. Přestože se jedná o dveře vchodové, jsou provozovány jako vnitřní, jelikož nepřicházejí do styku s ulicí.
Podle provedení dveří může být:
- Single, skládající se z jednoho plátna. Instalováno v vchod, jehož šířka je až 100 cm;
- Jeden a půl, skládající se ze dvou pláten, různé šířky. Jedno z pláten se zpravidla otevírá pouze v případě potřeby a je nehybně upevněno;
- Dvojité, skládající se ze dvou pláten stejné šířky.
Podle zařízení a technologie výroby jsou dveřní křídla:
- Kazetový. Jedná se o nejsložitější a nejdražší možnost výroby, což je rám s vnitřními vložkami, které se v něm nacházejí, nazývané panely. K jejich výrobě se používají různé materiály s širokou škálou tvarů. Prvky jsou spojeny s rámem systémem pero-drážka. Pro dosažení krásného vzhledu jsou do pláten vloženy skleněné panely. často se používá jako vstup, s výhradou zařízení zesíleného rámu;
- Štít. Jedná se o nejjednodušší a nejlevnější konstrukce na výrobu. Takové plátno se skládá z dřevěného trámu nebo dřevotřískového rámu, který je opláštěný dýhou.
- Klíčováno. K jejich výrobě se používá několik shodných stejných tyčí, vzájemně spojených klíčem, kterým může být dřevěná tyč nebo kovaná ocelová páska. Takové dveře se častěji používají ve venkovských oblastech pro technické místnosti.
Výroba dveří

Dveře z masivního dřeva jsou vyráběny podle standardního schématu. Rozdíly mohou být pouze v materiálu a montáži armatur.
Tip: Před zahájením práce musíte vybrat správné desky pro rám. Neměly by mít vady, být hladké, normální vlhkost.
Po zakoupení by měly být desky několik dní v interiéru, aby se přizpůsobily mikroklimatu místnosti. Poté je nástroj připraven k práci.
Pro výrobu konstrukce z pole je zapotřebí následující vybavení:
- Kotoučová pila nebo elektrická přímočará pila;
- Ruční fréza, pro řezání drážek;
- Bruska nebo trysky pro elektrickou vrtačku nebo brusku s brusným papírem;
- Elektrická vrtačka, šroubovák;
- Dláto, šroubováky;
- Pravítko, metr, čtverec, tužka.
Z materiálů budete potřebovat:
- Deska, sekce 150x40 mm.
Tip: Je lepší kupovat desky s marží, což se může hodit v případě chyb při zpracování materiálů, aby desky byly ze stejné šarže, stejné vlhkosti.
- Truhlářské lepidlo;
- Potvrzení nebo hmoždinky;
- Masivní dřevo na panely.
Pracovní instrukce:
- Pro dveře z masivního dřeva a prvky zárubní se připravují výkresy. Současně: desky změřené délky jsou řezány, široké části jsou leštěny. Nemá smysl to dělat z konců - budou frézovány pod úhlem;
- Zkosení se odstraní frézou, vyřízne se drážka o hloubce 20 mm a šířce 16 mm po celé délce desky, přesně podél jejího středu;
- Pro připojení koncových desek jsou jejich konce seříznuty pod úhlem 45 °. Podrobnosti jsou aplikovány a upraveny na místě;
- Panely požadovaných rozměrů jsou vyrobeny z masivního dřeva;
- Probíhá předmontáž konstrukce;
- Jsou identifikovány možné odchylky, které jsou opraveny před konečnou montáží dveří;
- Po kontrole všech rozměrů smontované konstrukce se dveře nakonec smontují na potvrzovačích. Předtím jsou všechny spojovací uzly rozmazané tesařským lepidlem;
- Jsou instalovány armatury.
Chcete-li správně sestavit dveře z pole, měli byste se podívat na video v tomto článku.
Jak vybavit dílnu na výrobu pokojových dveří
Udělali jsme obecný popis výroby dveří - v každém případě je zcela jasné, jaké materiály jsou k tomu potřeba. Ale jaké vybavení je k tomu potřeba? Pokyny k tomuto tématu budou uvedeny níže.
Frézky
Otevírá seznam zařízení pro frézku, bez kterého není možné normálně zpracovávat profily ani provádět povrchové frézování. Průmyslové frézky jsou vybaveny vysavačem, který okamžitě odstraní prach a třísky. S pomocí takového stroje můžete řezat hroty, provádět výběr drážek a dokonce vyrábět soklové lišty.
- Existují ale i speciální zařízení určená pro instalaci na router, která jej dokážou proměnit v univerzální mechanismus pro zpracování dřeva. Vezměme si například výrobu dveřního obložení nebo realizaci trojrozměrného reliéfu, kterému se dnes říká 3D profil.

- Existuje mnoho druhů frézek, ale v zásadě ve dveřním průmyslu používají variantu s numerickým programovacím zařízením, zkráceně CNC. Pokud potřebujete vyřezat dřevo, pak potřebujete frézku a gravírovací stroj, vybavený také CNC.
- Takové zařízení je vybaveno mikroprocesorem, má RAM umožňující programování. Odvádí skvělou práci při multi-taskingu, zvyšuje produktivitu obchodu a šetří čas – a tím i peníze. Průmyslové vybavení je drahý, takže pro začátek si otevřením malé dílny vystačíte s ručním strojem.

- Mimochodem, může to být prostě nepostradatelné, když potřebujete vytvořit úzké drážky nebo malé dekorativní prvky. S ruční frézkou si můžete sami vyrobit krásné dveře. Stačí zadat do vyhledávacího řádku: video výroba dveří vlastníma rukama a podívat se na několik školicích videí.
Budete také potřebovat frézku a kopírku, která vám umožní vyrobit několik naprosto stejných nebo symetrických polotovarů. On je jiný vysoká kvalita zpracování a může pracovat s plochými i objemovými díly.
Druhým v seznamu zařízení je tepelný vakuový lis, pomocí kterého se provádí horké lepení dveřního křídla laminovací fólií. Existují modely určené pouze pro nábytkové fasády a existují možnosti, jak na ně nalepit dveřní panely a obložení - nebo univerzální, které lze v případě potřeby překonfigurovat.

Lis může mít jeden nebo dva stoly, jejichž velikost je minimálně 2,1*1,0m. Tyto rozměry jsou nejoptimálnější, protože čím větší je stůl, tím více dekorativního filmu se spotřebuje. A to je pro výrobce nerentabilní, zejména proto, že filmy typu „chameleon“ nebo s tiskem fotografií jsou velmi drahé.
Velikostní stroj
Třetím typem vybavení, které musíte mít při výrobě dveří, je panelová pila. Je určen pro kusové i dávkové řezání přířezů daného rozměru.
Pomocí takového stroje se řežou plechové a dlouhé materiály - nejen dřevěné, ale také kompozitní, stejně jako lemované dýhou, PVC fólií, laminátem a dokonce i plastem.

Profesionální klížící stroj je potřeba bez ohledu na rozsah výroby – ať už se jedná o továrnu na nábytek nebo soukromou truhlářskou dílnu. Díky možnosti dávkového řezání polotovarů umožňuje výrazně zkrátit dobu výroby a tím zvýšit tempo výroby.
plastové dveře
Pokud se budeme bavit o výrobě plastových dveří, tak každý moc dobře ví, že výrobci těchto výrobků se zaměřují i na okna – dá se dokonce říci, že jde především o okna. Jsou umístěny všude a tvoří lví podíl na sortimentu jakéhokoli podniku tohoto typu.
- Žádané jsou jak interní, tak, ale stále častěji jsou umístěny v institucích a úřadech. V bytovém sektoru jsou hlavním typem plastových dveří balkonové dveře. Jako v každé produkci, i zde je potřeba se snažit o co nejkvalitnější výsledek. Chcete-li prodávat dveře z PVC, musí výrobní a instalační technologie přísně splňovat stávající normy.

- To také vyžaduje určitou sadu vybavení a kvalifikovaný personál. Zde máme na mysli nejen pracovníky, kteří přímo montují výrobky, ale také měřiče a manažery podílející se na logistice dílny – z nekvalitního materiálu totiž kvalitní výrobek nedostanete.
Se správným přístupem k organizaci podnikání na výrobu plastových oken a dveří bude podnik jistě ziskový, protože zisk vždy převyšuje stranu výdajů. K tomu samozřejmě musíte hluboce prostudovat trh, najít vhodné prostory a investovat do reklamy. To vše jsou výdaje, ale vzhledem k poptávce po tomto produktu se rychle vyplatí.
Vybavení a materiály
Pokud jde o vybavení, zde je váš seznam. V prvé řadě jsou to pily na řezání výztužného profilu, který se vkládá do plastového profilu pro jeho vyztužení. Připevňují se k sobě pneumatickými šroubováky. Pro dodávku stlačeného vzduchu je samozřejmě potřeba i kompresor odpovídajícího výkonu.
Poznámka! Aby se kondenzát nevytvářel a nehromadil ve vnitřní dutině profilu, vyvrtají se otvory do zárubní, rámů a křídel. K tomu se používá drenážní stroj - i když to lze provést také vrtačkou.

Tak:
- Při výrobě plastových oken a dveří se člověk neobejde bez stroje určené pro svařování rohů profilů. Prověšení vzniklé po svařování se odstraňuje pomocí čisticího stroje, který může být ruční nebo zařazený do automatizované linky.
- Před montáží impostu do profilu rámu je nutné vyfrézovat jeho konce. K tomuto účelu se používá čelní frézka, která může být stolní, s mechanickými upínači, nebo stacionární, s pneumatickými upínači.
- No, pro pohodlí se používá pomocné vybavení , mezi které patří kontejnery pro skladování přířezů, vozíky a montážní stoly. Pro malou dílnu s kapacitou do deseti výrobků za směnu můžete potřebné vybavení pořídit jako sadu. To zahrnuje ruční stroje a desktopové nástroje.

Kromě již zmíněných stavebnice obsahuje: elektrický hoblík, kterým se čistí povrchy; polykací nástroj, nezbytný pro čištění vnějších rohů; šablona pro symetrické vrtání otvorů - stejně jako nástroje pro frézování drenážních kanálů pod úhly 45 a 90 stupňů. Celkem jde o devět kusů zařízení, jejichž celkové náklady jsou přibližně 130 000 rublů.
Technologický postup montáže PVC dveří
Proces montáže oken a dveří z PVC profil, je z velké části identický, ale dvířka stále mají některé funkce.
Obecně sestava vypadá takto:
- Nejprve se nařežou kovové a plastové délky. Mimochodem, profil dveří se liší od profilu okna v řezu. Při otevírání zvenčí má tvar T a při otevírání zevnitř má tvar Z. Tuto nuanci je nutné specifikovat v objednávce.
- Ve druhé fázi se provádí drenážní frézování potřebné k zajištění odvodu kondenzátu. To se provádí u okenních i dveřních profilů.
- Dále, v plastový profil vložte kovový profil, okamžitě připravte otvory pro prkna, kliky a zámky. Na vstupní dveře zámek může mít rukojeť, v kancelářských verzích - držák.
- Další operací je řezání na velikost impostu a frézování jeho konců. Po jeho dokončení začnou provádět všechna provedená připojení mechanicky. Poté jsou rámové a dveřní profily svařeny a jejich povrch je očištěn.

- Pokud jsou dveře s prahem, dalším krokem je jejich montáž. Práh je oříznut na velikost, na něj je nainstalováno těsnění a poté konektor. Nyní je do křídla dveří namontován sloupek a na práh je umístěn tmel.
- Dále přichází okamžik upevnění smyček na plátno, které se provádí pomocí šablony. Panty se přizpůsobí, nainstalují kliku nebo zámek, připevní vratnou tyč na rám. Zbývá pouze nainstalovat okno s dvojitým zasklením a dveře jsou připraveny k dodání zákazníkovi.
Poté, co se ujistíte, že všechna kování fungují normálně, jsou odstraněny kliky, tlačné kování a cylindrická vložka zámku. To je nezbytné, aby nedošlo k poškození při přepravě.
Výroba dveří ze dřeva a materiálů z něj je jednou z nejperspektivnějších možností pro velké i malé podniky. Chcete-li otevřít takovou dílnu, budete si muset nejen zakoupit seznam potřebného vybavení, ale také se seznámit se všemi výrobními nuancemi.
Na základě videa v tomto článku budeme diskutovat o tom, jak se provádí výroba dveří MDF; zvážit mechanismy, kterými se provádějí určité technologické operace; a řeknou vám, jaké schopnosti má ten či onen stroj nebo nástroj obecně.
Pokud se firma zabývá výrobou interiérových dveří, pak byste ji neměli orientovat pouze na práci se dřevem, případně pouze s MDF. Většina dveří je navíc kombinovaná: rám je vyroben z borovicových tyčí a teprve poté je opláštěn deskovým materiálem. Obecně platí, že pro úspěšný prodej produktů potřebujete rozsáhlý sortiment pokrývající různé cenové relace.
Výrobce proto musí kupujícímu nabídnout jak levné dveře bez dekorativního nátěru, tak elitní dveře vyrobené z přírodního dřeva a zlatou střední cestu ve formě laminovaných a dýhovaných výrobků (viz). Usnadnění úkolu je skutečnost, že výrobní zařízení MDF dveře, se stejným úspěchem se používá pro výrobu dveří z masivního dřeva. Proto seznam strojů a přípravků, které si v průběhu našeho článku představíme, bude obecný.
Příprava materiálu
Omítané desky a řezivo používané při výrobě dveří musí projít procesem sušení. Existuje několik způsobů, jak snížit vlhkost dřeva, a nejjednodušší z nich je přírodní.
Zabere to ale hodně času, proto se v továrnách k tomuto účelu používají sušicí komory. Jedná se o stacionární box s ventilačním systémem, ve kterém je udržována teplota od +40 do +100 stupňů.
Tak:
- Za prvé, když je ventilátor v chodu, řezivo se zahřívá párou a poté se teplota postupně upraví na požadovaný režim. Protože se konstrukční vlastnosti sušicích komor mohou lišit, princip práce s nimi je určen pokyny výrobce.
- Doba zahřívání závisí na druhu dřeva, a podstatou sušení je nejen normalizovat vlhkost, ale také uvolnit napětí z jejích vnitřních vláken. Po dosažení požadovaného procenta vlhkosti není strom okamžitě vyjmut z komory, ale ponechán v ní po dobu až tří hodin. Pokud se při výrobě použije špatně vysušený materiál, dojde k deformaci výrobků.

- Cena sušicí komory závisí na její kapacitě a nejméně je 2 miliony rublů. Ne každý má takové nástroje, takže někteří řemeslníci je vyrábějí vlastníma rukama. K tomu je přidělena místnost, jejíž povrchy jsou kvalitativně izolovány, pára je izolována fólií, je instalován ventilátor a topná tělesa. Často se k tomuto účelu používá infračervená fólie pro podlahové vytápění, která je velmi ekonomická z hlediska spotřeby elektrické energie.
Pokud existuje touha, informace o tomto tématu lze snadno najít na internetu. Hlavní otázkou, kterou bude v tomto případě potřeba vyřešit, je způsob nakládání dřeva do komory. Obvykle se jedná, jako na fotografii, o vozík na kolejích, ale lze použít i vysokozdvižný vozík. A samozřejmě byste se měli starat o požární bezpečnost.
Kalibrační a řezací zařízení materiálu
Je jasné, že dřevo použité na výrobu dveří musí být kalibrované – to znamená, že musí mít jasné geometrické rozměry. Proto se řezivo po vysušení zpracovává na čtyřstranném hoblíku, který je schopen opracovat obrobek ze všech stran najednou. Když jím lišta projde, čtyři frézy nejen vyrovnají plochy, ale odhalí i defektní místa.
Vícenásobné pilové stroje
Podnik, který má k dispozici vícenožový stroj, může výrazně zvýšit produktivitu. Takové vybavení umožňuje, aby se snížily náklady, koupit ne hotovou omítanou desku, ale kulaté dřevo a nařezat ji na desky a trámy.
Schopnosti tohoto stroje umožňují hromadnou výrobu lisovaných přířezů, a to i z deskového a deskového materiálu: překližka, dřevotříska, dřevovláknitá deska, MDF, nábytková deska.
Poznámka! Stroje s vícenožovým systémem jsou vhodné pro podélné i příčné zpracování. V závislosti na typu jednotky v něm mohou být umístěny až dvě desítky pil. Jejich uspořádání je standardní a je velmi podobné pile, ale na rozdíl od vícepilového stroje nelze na pile vyrobit několik přířezů současně.
- Kromě toho se obrobky procházející vícepilovou jednotkou vyznačují větší geometrickou přesností. Všechny jeho pracovní prvky jsou umístěny na lůžku a u některých modelů je také vedení pro přívod materiálu, kterým je válečkový dopravník.
- Podavač materiálu je poháněn elektromotorem a skládá se z hřídelů s hroty, které zajišťují rovnoměrný pohyb obrobků. Pilová jednotka se může skládat z několika nebo jednoho hřídele, na kterém jsou instalovány kotoučové pily. Mimochodem, mohou být umístěny nejen ve svislé rovině, ale také vodorovně.
V případě potřeby je vícenožový stroj vybaven frézovacím mechanismem nezbytným pro zpracování konců a také instalací pro ořezávání okrajů. Kompletní sada stroje se může lišit v závislosti na parametrech produktů, které chcete obdržet.
Ořezávací stroje
Při práci s jakkoliv dlouhým materiálem se neobejdete bez pokosových pil. V malé dílně mohou truhláři využít manuální možnosti, ale pro velké objemy práce je potřeba stroj.
Fasování je příčné řezání dřevěných materiálů, pomocí kterého je obrobek dán tvarem obdélníku a získává se obrobek určité délky.
Tak:
- Když má firma sušárnu, může být jeden ořezávač instalován na místě, kde se třídí surovina, a druhý slouží k řezání již zkalibrovaného řeziva nebo desky. Takové zařízení má poměrně velký potenciál.

- Kromě oříznutí konců se jedná o rozdělení obrobku na 2 části; určení úseku s vadou, která je automaticky odstraněna při řezání; řezání polotovarů určité délky. Všechny tyto operace může stroj provádět buď současně, nebo postupně. Zde hodně záleží na konfiguraci stroje, jeho nastavení a také na úloze.
- Stejně jako u skupinových pil používají kotoučové pily se zuby vyrobenými z tvrdé slitiny. Mají však jiný úhel ostření, protože dřevo musí být řezáno napříč. Pila se správnými zuby prořeže materiál jako hodinky a netrhá ho ani nemačká.

- Protože je cyklus příčného řezání periodický, pohyblivé části stroje se nestihnou příliš zahřát, takže mechanismus funguje správně. dlouho. Jediná věc, pro pohodlí práce, musí mít ořezávací stroj pohodlné uchycení pro dodávání polotovarů. Obvykle se jedná o dopravník nebo válečkový stůl - válečkový stůl, jehož cena se v závislosti na délce pohybuje mezi 16 000-25 000 rublů.
Aby při řezání nedocházelo k nesouladu mezi požadovanými a skutečnými rozměry výrobků, všechny měřící nástroje na stroji, stejně jako dorazové pravítko na válečkovém dopravníku, by měly být pravidelně kontrolovány a seřizovány. Pro získání co nejpřesnějších parametrů jsou vybaveny moderní příčné řezací stroje optické přístroje, které je také potřeba čas od času sladit.
Panelová pila
Při práci s deskovým dřevěným materiálem, kterým je MDF, se neobejdete bez stroje na formátové řezání. Řeže v přímce nebo pod úhlem: zpracovává se jak dlouhý, tak deskový materiál a můžete také řezat celý stoh desek najednou podle jedné šablony.
- Chcete-li to provést pomocí jakýchkoli jiných strojů nebo nástrojů, pokud je to možné, bude to vyžadovat spoustu času a úsilí, což je pro masovou výrobu truhlářství prostě nepřijatelné. Obecně platí, že efektivita výroby do značné míry závisí na celkové funkčnosti kalibrovacích strojů.
- Všechny jsou profesionální a jsou rozděleny do tří kategorií. První skupina obsahuje nejjednodušší modely ekonomické třídy, s malými rozměry a bez dalšího vybavení se zarážkami, pravítky a svorkami. Takové stroje nemohou pracovat déle než pět hodin v řadě a jsou navrženy pro relativně malý objem - ideální pro malou soukromou dílnu.

- Do druhé kategorie patří stroje středního výkonu, které mohou pracovat na celou směnu (minimálně 8 hodin) a jsou vybaveny všemi potřebnými zařízeními a sestavami. Zejména mohou být vybaveny zařízením pro odsávání prachu. No a třetí možností jsou průmyslové stroje, které mají nejvíce pevná konstrukce, plně vybavený elektronický řídicí obvod a jsou schopni pracovat na dvě směny.
- Základem každého stroje je rám, na kterém jsou namontovány všechny pracovní mechanismy. Čím je tužší a těžší, tím méně vibrací a tím vyšší je přesnost řezání. Na lůžku jsou upevněny dva pilové kotouče. Vpředu je umístěn předřezávací kotouč - má menší průměr a jeho funkcí je řezat horní (lícovou) vrstvu na obrobku.

- Hlavní kotouč nakonec řeže materiál, jehož velikost určuje hloubku řezu. Toto uspořádání kotoučů umožňuje vyrábět vysoce kvalitní řezy, s hladkými hranami a bez třísek. Klížící stroj má tři pracovní stoly: jeden je pohyblivý, podél kterého se přivádí MDF deska plné velikosti pro řezání; druhá podpěra, která by měla podpírat odříznuté části. Třetí, pevný stůl, na kterém je ve skutečnosti upevněna pilová jednotka, je hlavní.
Pro řezání obrobku na takovém stroji je list umístěn na pohyblivém stole, který se pohybuje podél vodítek s vozíkem. Pomocí zarážky změřte požadovanou délku a spusťte pilový mechanismus. Jakmile nabere na síle, posunutím stolu je list přiváděn do pilové jednotky a fragment je odříznut. Od nastavení až po formátovací stroj: Pouze hloubka a úhel řezu.
Zařízení pro frézování a řezání hrotů
Bez frézky si nelze představit žádnou truhlářskou dílnu, protože řezání profilů, drážek, trojrozměrných reliéfů, velkých poloměrů zakřivených řezů a dokonce i dřevoryt se provádí mechanizovaně.
Jediný rozdíl je v tom, že frézky používané v jednom nebo druhém případě se poněkud liší v konstrukci. Existuje šest typů odnímatelných nástrojů, jejichž použití je způsobeno potřebou získat jeden nebo jiný typ zpracování.
- Frézku na dřevo lze tedy považovat za univerzální mechanismus. Výšku frézy umístěné na pohyblivé vertikální hřídeli lze nastavit. Ale poloha zpracovávaného dílu je omezena zarážkami a vodítky.

- V malé dílně si vystačíte s ruční frézou, jejíž varianta je uvedena výše, ale pro sériovou truhlářskou výrobu se používají stroje s programovým číslicovým řízením. Výrobci nabízejí širokou škálu takového zařízení, které má různé vlastnosti a je řízeno operačními systémy.
- S frézou na svislé hřídeli můžete zahloubit, to znamená získat kuželové otvory; nesl je; táta. Pomocí takových strojů se zpracovávají okraje polotovarů, vyrábějí se rámy. Ale zrcadlově symetrické nebo absolutně identické kudrnaté polotovary: zásuvky, panely (viz), nelze vyrobit bez kopírovací frézky.
- nejčastěji se sbírají hrotovou metodou. Hroty na koncích polotovarů, jakož i jejich vybrání (očka), lze získat pouze pomocí čepovacího stroje. V něm jsou pracovními mechanismy také frézy a pily. Stejně jako ostatní frézky mohou být čepovací jednotky vybaveny CNC a řízeny mikroprocesorem.

- V každém případě lze oválný nebo kulatý hrot vyrobit pouze na takovém zařízení. Kromě řezání hrotů je na CNC strojích možné předběhnout obvod dveřního křídla, zpracovat kalibrovaný plechový materiál, spojky po délce, což je někdy nutné pro výrobu panelových dveří.
Poznámka! Kromě výše zmíněných hlavních dřevoobráběcích strojů bude při výrobě dveří potřeba i další zařízení, s jejichž pomocí se dokončují hotová plátna a lisované výrobky.
- Jedná se o hydraulický lis, pomocí kterého se obložení dveří MDF polepuje dýhou, a olepovačku hran, přes kterou se na konce pláten lepí úzké proužky dýhy. Patří sem stříkací kabina a lis na lepení tyčí, povrchová bruska a balicí stroj - jak jinak přepravovat výrobky?
Jak vidíte, seznam vybavení je poměrně velký a je jasné, že pro vybavení truhlárny je potřeba utratit spoustu peněz. Ale nezapomeňte na to: dostupnost obráběcích strojů a potřebné nástroje nezaručuje kvalitní výsledek. V konečném důsledku vše závisí na odborné způsobilosti lidí pracujících na tomto zařízení.
V tomto článku:
Obliba interiérových dveří mezi obyvatelstvem je srovnatelná pouze s plastovými okny. A po první a druhé poptávce je stabilní i v době ekonomické krize. Ale protože interiérové dveře plní nejen funkční účel (otevřít / zavřít přístup do místnosti), ale také estetický - měly by vypadat velkolepě a měly by se zákazníkům líbit.
I když vyrábíte dveře z materiálů šetrných k životnímu prostředí (například masivního dřeva), ale nedáváte modelu prezentační vzhled, je podnikání pravděpodobně odsouzeno k neúspěchu.
Co má spotřebitel rád? Kritéria výběru
Produktová řada– nejdůležitější řešení pro budoucí výrobu. A měla by být stanovena s ohledem na preference spotřebitelů.
Hlavní typy interiérových dveří:
Z pole
Dveřní křídlo je vyrobeno z dřevěných lamel (řada různých druhů - od měkkých, jako je borovice, až po tvrdý dub a cennější). Tyče jsou slepeny lepidlem a vystaveny pod tlakem, plátno je broušeno, kalibrováno a lakováno nebo potaženo ozdobný lem(například dýha drahých plemen).
U prémiových dveří více než sofistikovaná technologie: částečné tónování, spárování mozaiky, aplikována intarzie, díky které se dveřní křídlo promění ve skutečné umělecké dílo.
Dřevěné s dýhou
Dveře středního cenového segmentu. Základem je obvykle levné dřevo ve formě desek upevněných do rámu z vnější strany potaženého dýhou.
Pro dutiny se používají různá plniva, například vlnitá lepenka.
Laminované
Při laminování se na základní rám z dřevotřísky nebo MDF nanáší fólie různých barev a textur. Tato technologie výroby umožňuje imitovat různé materiály (a nejen dřevo), ale odolnost proti opotřebení takových dveří je ze všech typů nejnižší;
Plast, hliník a jejich různé kombinace
Kombinace materiálů jako je plast a hliník se používá k vybavení nebytových prostor (kanceláře, lékařské, státní, vzdělávací instituce).
Trendy spotřebitelské poptávky lze podle výrobců charakterizovat takto: „od levného k drahému“. Dnes jsou nejžádanější dýhované dveře, ale se základnou ne z dřevotřísky, jak tomu bylo před pár lety, ale z masivní dřevo. Proč?
Důvody jsou zřejmé:
- spolehlivost - na vnitřní dveře je kladeno poměrně velké zatížení (zejména pokud je v domě dítě). A masivní pole vždy vítězí nad konstrukcí rámu a dýha z tvrdého dřeva ochrání plátno lépe než laminát a jiné filmové materiály;
- dýha je ve struktuře homogenní (ve srovnání s nábytkovou deskou), takže je snadné vybrat tu nejvíce podobné dveře pro různé místnosti;
- přirozenost materiálu;
- cena - náklady na dveře vyrobené z levného dřevěného dýhovaného "zapadají" do kategorie středního cenového segmentu (asi 250 $), ale vydrží mnohem déle než rámové výrobky. A v případě potřeby lze takové dveře obnovit.
Organizační forma a distribuční kanály
Právní forma podnikání by měla být zvolena po posouzení potenciálního kupujícího.
Zde jsou možnosti:
- velké velkoobchody - stavební firmy a státní podniky (většinou probíhá výběrové řízení, které je pro nového hráče na trhu poměrně obtížné získat);
- uzavírání smluv se sítěmi stavebních trhů a specializovaných prodejen;
- prodej prostřednictvím vlastních maloobchodních prodejen;
- dealerská síť.
V praxi je podnik zabývající se výrobou interiérových dveří zřídka omezen na jednu prodejní možnost - pro zvýšení prodeje by měly být vyvinuty všechny dostupné „kanály“.
Proto by byla optimální organizační forma entita- LLC (mnoho stavebních společností a supermarketů jednoduše nespolupracuje s jednotlivými podnikateli).
V typech činností musíte zadat následující kódy:
- 20.30.1 Výroba dřeva stavební konstrukce a truhlářství;
- 51.53.24 Velkoobchod s ostatními stavebními materiály.
Licence na výrobu interiérových dveří není nutná. Ale pokud plánujete jako Doplňkové služby zajistit montáž, vezměte prosím na vědomí, že bez zvláštního povolení je povoleno instalovat dveřní výplně pouze v místě stávajících otvorů. Pokud projekt počítá s přístavbou nebo jinou změnou otvoru, je vyžadováno příslušné stavební povolení.
Technologie výroby interiérových dveří
Uvažujme celý technologický cyklus výroby interiérových dveří z masivního dřeva s dýhou.
1. Výrobní cyklus začíná řezáním dřeva (polena) na vysoce přesných pásových pilách, což zajišťuje minimální množství zmetků.

2. Po - desky jdou na speciální místo - sušící komplex vybavený komorami s mechanizovaným nakládáním. Proces sušení je dokončen kontrolou vlhkosti v materiálu.

3. Poté se deska rozloží na samostatné tyče (lamely) požadované sekce. Z lamel jsou odstraněny všechny vady - materiál s uzly, nerovnostmi, které mohou ovlivnit kvalitu budoucích dveří.

4. Na speciální spojovací lince se bezvadné přířezy lepí po délce do nábytkové desky. Pevnost dveřního křídla je zajištěna lepeným hrotovým spojem jednotlivých přířezů. Lepené nosníky jsou zpracovávány ze čtyř stran frézky do požadovaného úseku.
5. Lepení lamel po šířce, pro výrobu pláten a jednotlivých prvků dveří, se provádí na vertikálních lisech. Ve fázi této operace je přísně kontrolováno kolmé uspořádání vláken v sousedních tyčích, což zaručuje vysokou odolnost budoucích dveří vůči různým deformacím během provozu.

6. Pro zajištění vysoké tuhosti a tvarové stability nosných konstrukcí dveří je dveřní křídlo potaženo dýhou, která se vyrábí na samostatné výrobní lince.
7. K výrobě dýhy se používají celá polena, která se předem napaří (3 dny v parní komoře) a poté se vycentrují a brousí na ořezávači kůry, aby se zbavili vrstvy kůry a lýka.

8. Další krok - kruhové lemování. Kulatina se neustále otáčí a stroj z ní odstraňuje tenkou vrstvu dýhy o tloušťce pouze 0,6 cm.Z průměrné kulatiny se získá asi 134 bm dýhy.

9. Poté se dýha rozloží a nařeže na pláty. Listy se stejným vzorem vláken jsou naskládány. Z nich se následně vybírají díly pro vnější obložení dveří.
10. Pro zajištění speciální odolnosti dveří proti opotřebení jsou použity tři vrstvy dýhy (v ekonomické verzi jsou nahrazeny MDF nebo dřevotřískovými deskami s jednou vrstvou dýhy).
K tomu se na střední vrstvu dýhy nanese lepidlo na obou stranách a pošle se pod horký lis. Zde při teplotách nad 100 C prostřední plech těsně přilne k dalším dvěma. Po minutě a půl lepidlo vytvrdne a vytvoří vysoce pevnou vrchní překližkovou vrstvu pro dveřní křídlo. Tato povrchová úprava je vyrobena z různých druhů dřeva (bříza, dub, buk, jasan a další).

11. Na dveřní křídlo slepené z lamel se nanese dýhovaná překližka a umístí se pod studený lis na 30-40 minut, dokud lepidlo nezaschne. Dále jsou všechny komponenty dveřní konstrukce broušeny a kontrolovány na shodu, aby se vyloučila přítomnost nepřijatelných mezer nebo rozdílů při další montáži.

12. Dále se změří délka / šířka výrobku. Dveře jsou odeslány do stroje, který zkosí a ořízne hrany na zadané rozměry. Na dalším stroji jsou drážky pro smyčky vydlabané.

13. Je vyříznut otvor pro kliku dveří.

14. Poté se výrobek vyleští a nalakuje, vysuší. Všechny části konstrukce jsou sestaveny do jednoho celku, doplněny armaturami, zabaleny a odeslány na sklad.

Regulační dokumenty a certifikace interiérových konstrukcí
Interiérové dveře ze zákona nepodléhají povinné certifikaci, ale přítomnost dokladu potvrzujícího značku kvality a dodržování norem výrazně zvyšuje úroveň výrobce v očích kupujícího, tvoří pozitivní image společnosti.
A aby dveře prošly všemi kontrolami, je nutné dodržovat doporučení a požadavky uvedené v:
- GOST 475-78 - Dřevěné dveře. Všeobecné technické podmínky;
- GOST 28786-90 - Dřevěné dveře. Metoda stanovení odolnosti vůči klimatickým faktorům;
- GOST 26602.3-99 - Bloky oken a dveří. Metoda stanovení zvukové izolace;
- GOST 26602.2-99 - Bloky oken a dveří. Metody stanovení propustnosti vzduchu a vody;
- GOST 26602.1-99 - Bloky oken a dveří. Metody stanovení odporu proti přenosu tepla;
- ST SEV 3285-81 - Dřevěné dveře. Metody testování spolehlivosti;
- ST SEV 4181-83 - Dřevěné dveře. Metoda stanovení rovinnosti;
- ST SEV 4180-83 - Dřevěné dveře. Zkušební metoda odolnosti proti nárazu
Suroviny pro výrobu interiérových dveří
Při výrobě interiérových dřevěných dveří můžete použít hotové materiály (nábytkové panely, překližka, MDF, dýha) nebo přířezy (hranovaná deska, masivní kulatina). První možnost značně zjednodušuje technologii. Druhý - snižuje náklady a zvyšuje zisky, ale vyžaduje velké investice. Celý technologický cyklus si proto mohou dovolit jen velké továrny zaměřené na sériovou výrobu interiérových dveří.
Střední a malé podniky upřednostňují zvýšení své kapacity pomocí hotových materiálů jako surovin. A po splacení počáteční investice a pokud možno rozšíření otevřít v bezprostřední blízkosti těžby samostatnou dílnu na výrobu nábytkových panelů, dýh a dalších materiálů.
Místnost na výrobu interiérových dveří
Základní požadavky na výrobní dílnu- suchost (předpoklad pro skladování materiálů, výrobků a práci se dřevem), přítomnost vytápění a všech nezbytných komunikací, třífázová síť, přístupové cesty pro dopravu.

Velikost dílny se liší v závislosti na objemu výroby a úplnosti technologického cyklu. Pokud podnik na výrobu dveří z omítaných desek vyžaduje plochu nejméně 400 m 2, pak pro malosériovou výrobu z hotové nábytkové desky bude stačit 100-120 m 2.
- vytápěný sklad pro primární sušení dřeva;
- výrobní závod;
- samostatná místnost pro nanášení barev a laků;
- místo pro montáž a skladování hotových výrobků.
Odhadovaný podnikatelský plán
1. Pronájem pokoje
Pro výrobu interiérových dveří z přírodního dřeva (dub, borovice) s dýhou z různých druhů dřeva si podnik (LLC v obecném daňovém systému) pronajal výrobní objekt o rozloze 450 m 2 .
2. Plány na objemy výroby
Plánovaný výkon výroby: 800 lm/rok
Způsoby implementace:
- prostřednictvím našeho vlastního skladu;
- prostřednictvím sítě budování supermarketů;
- na smluvním základě s dodavateli stavby.
3. Kapitálové náklady
Zařízení na výrobu dveří z masivního dřeva:
- sušicí komora - 35 tisíc rublů;
- pásová pila - 110 tisíc rublů (obr. 15);
- čepová fréza pro ořezávání lamel a řezání čepových spojů - 170 tisíc rublů;
- ořezávací lis - 220 tisíc rublů (obr. 16);
- pneumatický lis pro tvarování štítu - 180 tisíc rublů (obr. 17);
- panelová pila na řezání řeziva - 200 tisíc rublů;
- frézka a kopírka - 90 tisíc rublů (obr. 18);
- bruska - 100 tisíc rublů (obr. 19);
- pomocná zařízení (stavební zařízení) - 50 tisíc rublů.
Celkem: 1 155 000 rublů.





4. Materiálové náklady na suroviny
Materiálové náklady na zahájení výroby:
- dubová pila - 50 m 3 * 6500 rublů = 325 000 rublů;
- lepidlo - 500 kg * 110 rublů = 55 000 rublů;
- příslušenství (kliky, závěsy, západky) - 30 000 rublů.
Celkem: 410 000 rublů.
5. Plat
Pro zajištění výrobní činnosti je plánováno přijetí těchto pracovníků:
- ředitel,
- účetní,
- manažer prodeje,
- 5 pracovníků pro údržbu strojů a montáž dveří.
Mzdy - 120 tisíc rublů / měsíc.
Daň ze mzdy (37,5%) - 45 000 rublů / měsíc.
6. Výpočet skutečných nákladů na výrobu
Fixní náklady (rub/rok):
- mzda - 1 440 000;
- daně - 540 000;
- nájem - 500 000;
- energie - 60 000;
- reklama - 120 000;
- odpisy dlouhodobého majetku - 52 750,-
- rezervní fond - 54 255.
Celkem: 2 767 005 rublů / rok.
Materiálové náklady na 1 r.m. produkty:
- hranatá deska - 1/8 m 3 * 6500 rublů = 812,5 rublů;
- lepidlo - 0,4 kg / m 3 * 110 rublů / kg = 44 rublů;
- matné dekorativní sklo - 0,3 m 2 * 1300 rublů = 390 rublů;
- příslušenství (držadla, závěsy, šrouby, šrouby) - 300 rublů;
- přírodní dubová dýha 8 m 2 * 64 rublů = 512 rublů;
- barvy a laky 0,75 l * 180 rublů = 135 rublů.
Celkem: 2193,50 RUB
Výrobní náklady za 1 rok provozu = (Fixní náklady: Plánovaný roční výkon) + Materiálové náklady na výkon
2 767 005 rublů / rok: 800 m.p. + (2193,5 rublů * 800 m.p.) \u003d 1 758 258,76 rublů
7. Prodejní cena, zisk
Za cenu 1 m.p. dveří na 2197,82, prodejní cenu vypočítáme následovně: 2197,82 + (2197,82 * 25%) = 2747,28 rublů Prodejní cena je samozřejmě stanovena s přihlédnutím k tržní hodnotě a konkurenci - to je minimální úroveň, pod kterou by společnost měla nespadnout, aby neutrpěl ztráty. Roční příjem: 2747,28 rublů * 800 m.p. = 2 197 820 rublů.
Zisk: 2 197 820 - 1 758 258,76 = 439 561,24 rublů / rok.
8. Ziskovost
Ziskovost produktu \u003d (Zisk: Náklady) * 100 % (439 561,24 rublů: 1 758 258,76 rublů) * 100 % = 25 %
Návratnost projektu: 3 roky, 4 měsíce.
